Prototype in 1 day instead of 2-3 weeks: 3D-printing in concern “Oceanpribor”
Foundry technology involves the transition of metal from a single state of aggregation
in the other - from solid to liquid and again to solid. The same principle corresponds to the method
casting plastics. The experience of Ocean Pribor illustrates well how additive technologies help solve problems in this area.
Concern "Oceanpribor" (St. Petersburg) is engaged in the development, production, maintenance and modernization of civil and military hydroacoustic equipment. The main customer is the Russian Navy. Today, the concern employs about 2 thousand people, 40 of them in the research and production department of extended antennas. The structure of this department includes groups of developers, designers, technologists, production workers. In addition, in 2009, a group of innovative technologies was created.
')
The department is focused on the development and production of unique hydroacoustic equipment. For the year, its employees create about ten products of various architectures. A few years ago, the department received the necessary funds for the purchase of a ProJet 660Pro 3D printer , which was planned to be used for prototyping the developed functional units of devices.
“While you don’t hold the part in your hands, it’s difficult to estimate how convenient it is in the assembly production,” says Dmitry Yermoshkin, project manager of the research and production department. “It is important for us not only to optimize the assembly process - each product consists of many parts that should ideally fit together with each other - but also to improve the manufacturability of the manufacturing and testing process .”
Principles of work: before and now
Of course, the department used to create prototypes of parts without using a 3D printer. It looked like this: the designers developed the part and ordered its production at the pilot plant. The completed application was transferred to the prototyping department, which, in turn, ordered the material according to the specification. Then the technological process was developed, and only after that the part was created on the machine. “From the moment the application was submitted to the prototyping department until the prototype was received, at least two or three weeks passed,” recalls Dmitry Yermoshkin. - Often, by the middle of the production cycle, we understood that it was necessary to make changes in the design. The ordered part eventually came in and turned out to be unnecessary. This situation could be repeated several times. In addition, the procedure had to be started anew if at the testing stage any constructive flaws were found. ”
After buying a 3D printer in the long antenna department, the production of each iteration of the product began to take one day. Thus, the department has achieved a multiple reduction in time for each part release cycle. The cost of development has decreased by several times, which allows in the shortest time possible to recoup the funds spent on the acquisition of a 3D printer. Having tested the capabilities of the ProJet 660Pro, the department has expanded its scope of application: the device is now being used to create molds.
Our department has achieved a multiple reduction in time for each release cycle.
the details. The cost of development has decreased by several times, which allows in the shortest time possible to recoup the funds spent on the acquisition of a 3D printer.
Dmitry Yermoshkin, Project Manager, Research and Production Department, Okepribor Concern
Reserve for the future
“Our department was tasked with developing a complex switching node: a polyurethane splitter,” says Dmitry Yermoshkin. “This is one of the main structural units of a new hydroacoustic antenna, combining several functions: a constructive basis for connecting acoustic and electronic modules, a guide for laying switching harnesses, a connector with processing equipment cables. In addition, the splitter forms a single sealing circuit, the internal volume of which is filled with a special compound.
Splitter - a very complex component, with a lot of taps of various sizes. At the same time, it must be airtight, have sufficient mechanical strength, and be resistant to aggressive media. The manufacture of injection molds in the traditional way, from metal, was an almost unsolvable technological problem. Even at best, this work would have been done for a very long time: according to our technologists' estimates, a few months. And so we could not afford to stretch the process. ”
Solving new problems
The solution was to create forms for forms. Dmitry Yermoshkin talks about this technology in the following way: “The material that, according to the instructions, is required to be used when working with the ProJet 660Pro, is not suitable for creating molds. Therefore, with its help, we create forms for forms: we make a frame on the ProJet 660Pro, and then fill it with silicone. After polymerization, we remove the finished silicone mold from the frame, suitable for pouring with any other material, and then pour polyurethane into it. And as a result, we get not just a prototype, but a ready-to-use prototype. ”
Parts made in this way have already found application in the manufacture of a prototype hydroacoustic antenna. It took three months to create the antenna with the ProJet 660Pro.
Here is how the whole process of making a splitter mold looks like:
3D model of a splitter

3D model of a two-part mold

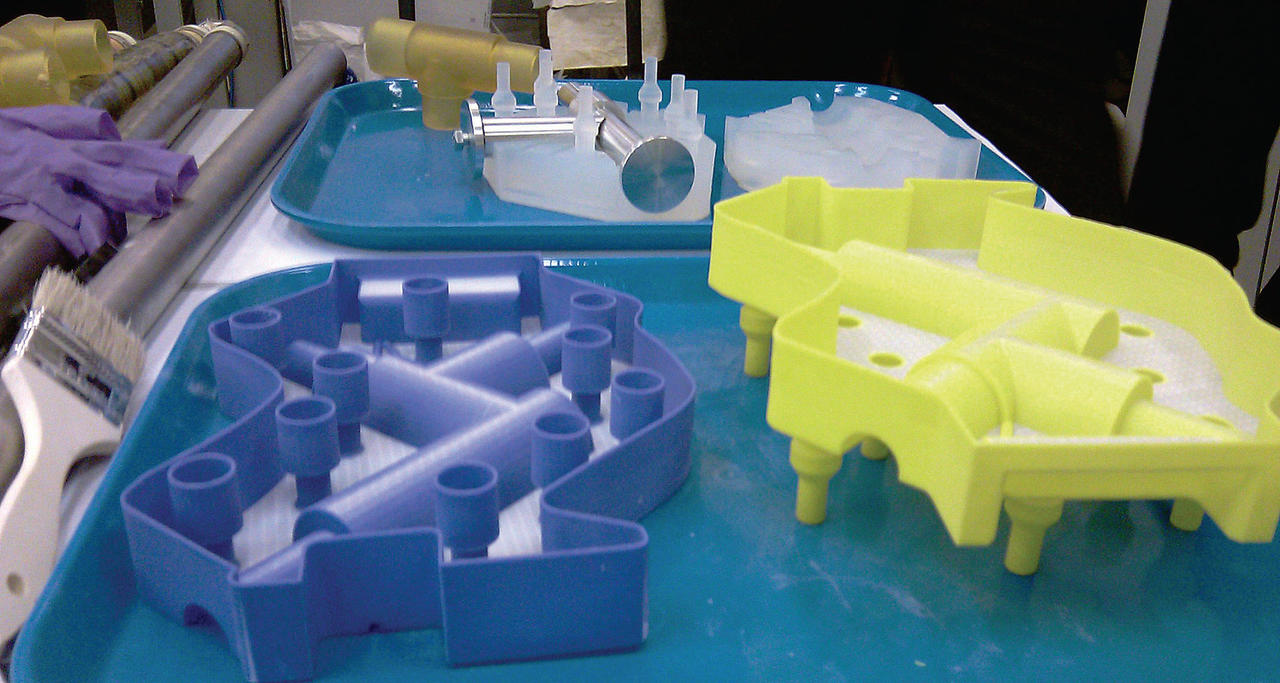
Master form printed on a 3D printer

Silicone embedding process

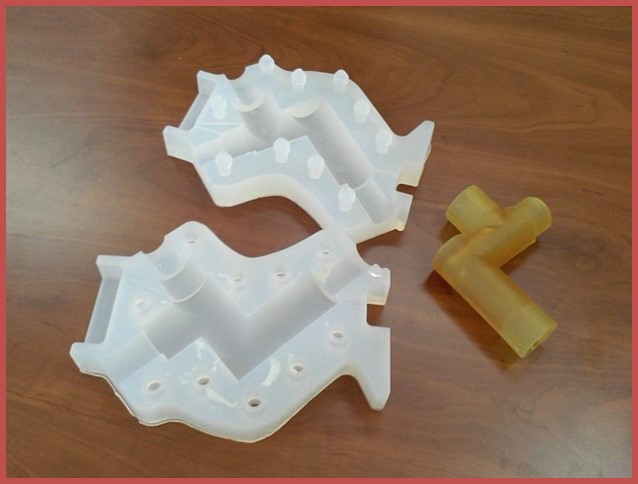
Extracting the form. Silicone form exactly repeats the geometry of the product.

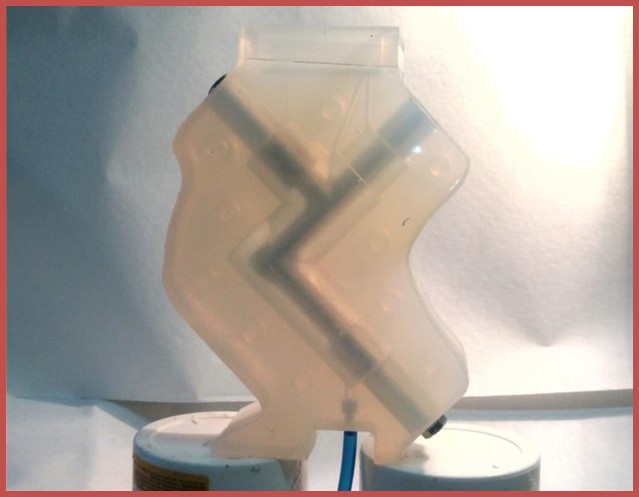
Assembly molds. Since the product has internal cavities, they are formed with rod tooling. In the form of embedded rod, consisting of three parts. The construction is assembled and placed vertically. Through the tube and fitting (below) polyurethane is poured into the cavity.

The process of pouring polyurethane
Removing the finished part. There remains a form that can be used a few hundred times.
Task
- Development, production, maintenance and modernization of civil and military hydroacoustic equipment
- Improving the efficiency and speed of the group of innovative technologies
Strategy
- Fast and accurate prototyping of functional units
- Operational assembly testing
- Creating injection molds
results
- Repeated reduction in terms of prototyping
- Savings when creating a snap
- Mastering a new type of equipment
Source: https://habr.com/ru/post/447246/
All Articles