Die casting: how it works

Die casting machine (Rutland Plastics illustration)
When developing a serial product for the electronics market, you will need a case. And, most likely, it will be made of plastic. For prototyping plastic parts and creating a prototype case, 3D printing is used, and for mass production - injection molding.
Injection molding technology is one of the most important points in the product's path to the electronics market. Therefore, regardless of the availability of technical education, you should understand the essence of this process at least at a basic level.
Everyone knows that when designing a new device, the most expensive task is to design electronics, but not everyone understands that when putting into production most of the budget will drag the plastic case over.
')
This is primarily due to the high cost of equipment or the so-called molds. In practice, the cost of molds for casting the hull becomes one of the main cost items in bringing a new product to the market.
Injection molding basics
Injection molding is a relatively old technology, it has been used since the late 1800s. In injection molding machines installed a huge screw (auger), which directs the molten plastic into the mold under high pressure. This helical transmission method was invented in 1946, and is still used today.
Die-casting machines are, of course, not the same thing as modern high-tech 3D printing machines. There is nothing innovative in them, but the use of injection molding is a prerequisite for creating most of the new “iron” products.
The injection mold consists of two halves ( die and punch ), which, when closed, form a cavity in the shape of the desired part. Hot liquid plastic is poured into it under high pressure.
High pressure is necessary so that the plastic in a viscous state fills every corner in the cavity of the mold.
When the plastic cools down, the two halves of the mold are moved apart, and the finished body part is removed from them.
Development of the design and hull design for mass production is a rather difficult task, and the cost of the mold itself is estimated at tens of thousands of dollars. At the same time, casting under pressure remains one of the most sought-after technologies, because it alone allows the production of millions of identical parts at an incredibly low price per piece.
Mold cost
Rigging is expensive. And for the manufacture of most devices requires several molds, so the total cost can be very significant. And the more parts you need to produce using a specific form, the more expensive it will cost.
This is due to the fact that the "long-lived" mold must work in incredibly harsh conditions. Time after time it is exposed to high temperatures and pressure.
These two destructive forces work to wear the mold until at some point the first casting defects appear.
Solid metals are used to create resistant casting molds. The hardness of the metal depends on how many castings need to be made using this particular form. Equipment for the manufacture of 10 thousand parts, can be made from a softer metal, compared with the one designed for 1 million parts.
For example, aluminum is widely used for the production of small batches (up to 10 thousand pieces). For larger production volumes, switch to a more solid metal, such as steel.
However, the harder the metal, the harder it is to make the mold itself, and the higher its cost. In addition, it will take much longer to produce steel equipment. This is due to the fact that injection molds are created by milling, i.e. a solid mold will require an even harder milling tool.
If a company or a startup without external financing implements a project with a small budget, it should try to find a manufacturer who agrees to amortize the cost of making molds.
For example, if the molds cost $ 25,000, you can offer the manufacturer to pay according to the following scheme: you pay a dollar for each unit produced from the first 25,000 products.
Of course, such a scheme reduces the profit per unit of output, but still it is a very reasonable method of financing, especially when compared with a bank loan.
Design for production (Design for manufcturing, DFM)
The high cost of molds is just one of the drawbacks of injection molding. The second drawback is the complexity and limitations of the design phase and the design of plastic parts.
Having an ideal working prototype made on a 3D printer, you have to spend much more time and money to adapt it for injection molding.
Limitations of mass production should be considered in the early stages of development. Some requirements for the form of castings, such as casting slopes, can be postponed at least until the creation of the second prototype.
Other requirements, such as uniform wall thickness and undercuts, need to be implemented right from the start.
Injection slope
The main task in working with parts made by injection molding is to properly remove them from the mold. As soon as the plastic cools, the two halves of the mold open, and we get a new molded plastic part.
Any 3D injection molding design should include injection molding or technological bias to fill the mold and smoothly remove the finished product. Casting slope - this is essentially a small angle of inclination, which is added to any vertical surfaces that coincide with the direction of extraction of the product from the mold. In most cases, 1–2 degrees is enough.

Examples of correct implementation of undercuts. Image courtesy of ICO Mold .
Some experts believe that undercuts need to be implemented in 3D models from the very beginning.
Although taking into account undercuts at an early stage of development is important, it creates unnecessary complications when creating the first prototypes. Therefore, it is better to add them to the project when you are completely confident in your prototype. Those. In most cases, undercuts should be added after the first or second version of the prototype.
Ejector pins
Ejector pins or tappets are used to remove plastic parts from the mold. As the name suggests, these are small cylindrical pins that push a part out of shape.
The pushers do not have a standard position, so you have to think about where they will be located. Ideally, they should be placed in the strongest part of the casting to prevent it from deforming when removed from the mold.
It should be borne in mind that the ejector pins, as a rule, leave small marks on the product. If you look closely at most plastic parts, you can see these tiny round tags that appear in the process of ejecting the molded form.
This should be taken into account when developing a product. Try to make the pushers come into contact with the casting in places that are not critical to the appearance of the product. You can even try to hide the pusher tags under the label or logo.
Double push stroke
Some plastic parts cannot be extracted from a simple two-component form in one step, in such cases they use inclined pushers and a double ejection mechanism.
The inclined pusher is an integral part of the mold, which is inserted before the start of the casting, and then removed before the main parts of the mold are opened. The inclined pusher moves perpendicular to the direction of movement of the two half-forms.
It is worth making every effort not to use the double ejection mechanism, since it significantly increases the complexity and cost of the mold.
One of the main techniques that allows you to opt out of double ejection is the refusal to use undercuts. An undercut is a protrusion or recess on the surface of a casting that prevents the product from being pushed out of the mold in one pushing stroke.
The situation with undercuts can often be corrected as follows: add a groove (slot) under the protrusion and use a single ejection instead of a double one.
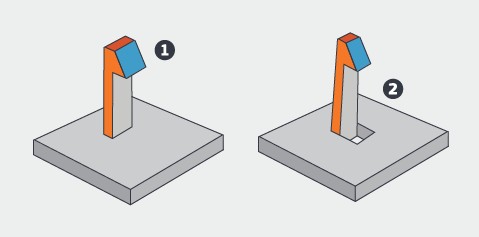
In construction 1, a double pushing stroke is required due to undercuts. The groove in construction 2 allows you to abandon the double ejection and remove the part from the mold in one move. Image courtesy of Proto Labs.
Uniform wall thickness
One of the important features of injection molding, which has a huge impact on the design of the device is the requirement for a uniform thickness of the walls of the casting. It is due to the fact that the plastic poured into the mold must cool down at the same speed over the entire surface of the part. With uneven cooling, the part may be deformed.
Therefore, when designing an injection molding body, ribs are used instead of thicker sections. Properly designing a part with a uniform wall thickness definitely requires experience.
The use of double pushing and uneven casting wall thicknesses are the two most common mistakes of 3D designers who are not familiar with the technical limitations of injection molding.
It is worth making sure that the 3D modeling of your device is performed by a specialist who is familiar with this technology.
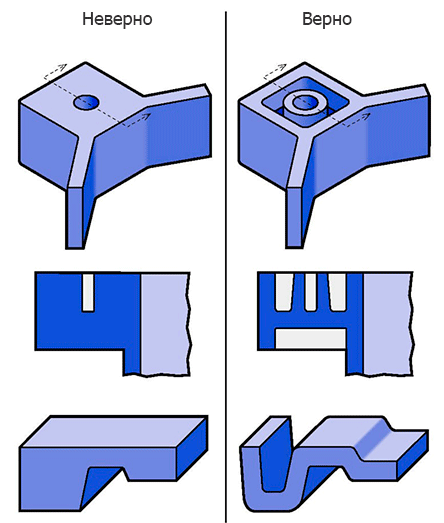
Examples of structures with the same wall thickness. Image courtesy of ICO Mold.
Radius / rounding corners
Ideal angles and edges of parts are impractical for injection molding. The molten polymer will not be able to evenly and completely fill the entire mold with sharp edges even under high pressure conditions. At the very least, you should not hope so with large volumes of production.
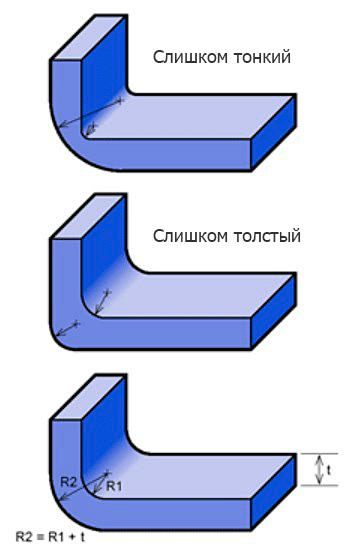
An example of a proper angle design. Image courtesy of ICO Mold.
All edges and corners must be rounded or beveled so that the polymer fills them evenly and completely.
Cold channels against hot channels
Cold channel / hot runner plastic feed are variants of the gating system that directs the molten polymer in the mold cavity.
A wide gating channel allows the polymer to flow freely at lower pressures. However, wide channels require more time to cool the plastic and create more production waste, both of which affect the cost of the part.
On the other hand, the narrow sprue channel reduces cooling time and reduces material waste, and, ultimately, minimizes the cost of casting. However, it has a drawback: a narrow channel requires higher pressure to push the molten polymer into the mold.
There is a solution that allows the use of narrow channels with low pressure - hot runner gating system.
Directly into the mold along the channels are installed heating elements that support the polymer in a more liquid state, thanks to them plastic fills the mold at a lower pressure.
Unfortunately, you have to pay for everything, and the hot channels also have their drawbacks: the additional complexity in the manufacture of equipment, which always results in additional costs.
In most cases, at least initially, it is better to use channels without heating elements, i.e. cold channel gating system. You should always start with the simplest and most inexpensive solution.
Form Connector Line
If you carefully consider any plastic part, you will see the so-called connector line. It will be located at the junction of the two parts of the mold.
This place of conjugation of two half-molds is never perfect, a little polymer always flows along the contour. As the mold ages and deteriorates, this leakage becomes more and more noticeable.
It is very important to choose the optimal place for the connector line. Ideally, it should be placed on the invisible part of the device.
Single and Multiplace Molds
At a certain stage of production, it becomes possible to reduce casting time due to multi-seat molds (they are also called multi-cavity). They are used to increase production speed and reduce the cost of blanks.
Multiple molds, as the name implies, allow you to create multiple copies of a single part at the expense of a single polymer fill. Only you should not use these forms at the start until the process has been debugged and ideal castings from single forms have not yet been created. It is advisable to release at least several thousand units of products before the transition to multi-site forms.
As a rule, businessmen with a limited budget make the most of their single-bed forms, unless the manufacturer finances the manufacture of their molds.
Family Molds
In most cases, for each individual plastic parts in the composition of the device uses a separate form. For the case you will need at least two parts: the upper and the lower.
But for most products, more than two plastic parts are required. Molds are very expensive, and buying multiple molds at once is a serious financial obstacle, so you need to strive for the minimum amount of plastic parts.
An alternative way to minimize the necessary molds is to use a special type of multi-part molds, so-called family ones. The family mold allows you to combine several different parts in one casting.
While the typical multi-local (multi-nesting) form creates multiple copies of the same part, the family form creates different parts.
Sounds good, right? Unfortunately, not everything is so simple, you have to pay for everything. The main problem with family forms is that every detail in them should be about the same size.
Otherwise, one of the cavities of the mold will be filled with molten polymer before the others. Family forms should be designed in such a way that all cavities are filled with polymer at approximately the same speed. This clearly limits their applicability. It is unlikely that all parts of the body will be of similar size.
Selection of materials
Today we have at our disposal an incredible variety of polymers with various characteristics. The two most common polymers in the electronics industry are polycarbonate (PC / PC) and ABS plastic (ABS / acrylonitrile butadiene styrene).
Polycarbonate has a much higher resistance to impact and seems to be of better quality than ABS. However, the PC, of course, is more expensive than the ABS.
Polycarbonate is the most popular plastic in products of a higher class, it is loved for its durability and aesthetic appearance.
If the surface quality is crucial for a new product, then it is better to choose PC. If the product is designed for a low price category, then it is better to choose ABS.
Where to work with molds?
Where is it better to produce plastic parts for your device: at home or in China? In most cases, it is better to start working with a local manufacturer in your country (unless you live in a country where the industry is very poorly developed).
Then, when the volumes exceed 10 thousand pieces, you can go to a Chinese manufacturer to reduce costs.
China is simply the perfect choice for high volume production. Only there it is not necessary to start primary development and debugging of process there. With local manufacturers, any issues can be solved much easier and faster.
The first launch and the first mistakes to be made locally and then move production to China.
Translator's note: it is important to bear in mind that transporting a mold from one country to another (and even more so to China from Europe) is a complicated and expensive undertaking. Therefore, we choose local prototype manufacturers for our customers, and the series - if it is large in total - is immediately placed in China with the expectation of form depreciation after several iterations of production. After all, if you start mass production from local manufacturers, then the mold will be local, and its transportation to China or the creation of the second form in China will not be justified.
Conclusion
This article is designed for the first acquaintance with the features of injection molding. But even this basic knowledge will help you to consciously choose a 3D designer for your new product.
For a non-expert it is not so important to understand all the nuances of this technology, it is enough to get a general idea of the possibilities and difficulties of mass production of the housing for electronics.
Now you can ask the right questions when meeting with experts who will be engaged in the development and production of the hull of your new product.
Source: https://habr.com/ru/post/424355/
All Articles