Universal testing machines (bursting machines). Part 2
In addition to the first part, I am writing a sequel, since there have been a few unlighted questions. The first article in this topic was written as a review of a diverse array of test, discontinuous machines.

I would like to begin the story with the design of a classic two-screw machine test, for a better understanding of the work of such systems.

')
All such twin-screw (two-column) machines are arranged approximately the same, the main difference is only in the drive part, which provides rotation of the spindle screws. Screws are usually put on ball screws, but depending on the class (category) of the machine, trapezoidal ones can be installed. The drive part of the machine consists of an asynchronous engine (upgraded by an encoder) or a servomotor, as far as I know earlier (about 20 years ago), we installed healthy engines of a constant type. The engine is connected with a transfer gearbox - it can be one multi-stage gearbox or several different type of gearboxes, mainly worm gearboxes that combine with each other or with other type of gearboxes, for example, with spur gears or as shown in the diagram with distributing bevel gears. Any such machine consists of a base, in which the drive part and the electrical part are located, on the basis of which the bottom plate is installed of sufficient thickness to avoid bending during the tests / load. The rotation of the screws provides the movement of the movable traverse. Screws are mounted in bearing cups in the top plate (sometimes at the bottom). Such a kinematic scheme forms two test zones: the lower - between the lower plate and the crosshead and the upper - between the crosshead and the upper plate. The kinematic scheme of the machine is laid with a two-fold margin, unlike Chinese colleagues, it increases the additional rigidity, which increases the accuracy and service life, which I heard should be at least 10 years old, but I don’t know how much in reality, although judging by the old cars of the 80s, then with the life of them everything is in order.
Based on a simple description of the design, it probably becomes clear what distinguishes a simple magazine press from a testing machine. From the comments to the last article I noticed that many people were confused, or didn’t understand, or because I didn’t clarify that there are two types of machines according to the type of load creation (displacement traverses): hydraulic and screw.
Hydraulic machines are usually designed for heavy loads, from 10 tons and more (the store sells presses and for a smaller load). They have such a problem as positioning accuracy, especially it depends on the speed of movement of the rod, the presence of a hydraulic station also creates some difficulties. And it is very expensive to install servohydraulics (I haven’t oriented at prices, I haven’t been interested for a long time). To make it yourself, requires sufficient time and financial costs (why not invest in this, I will try to explain in pricing).
We (our organization) mainly develop and produce screw machines with a load of up to 20 tons, the kinematics of which are described above.
Shop presses are inferior to testing machines, as they lack a certain rigidity of the structure, force sensor, unstable speed characteristics, a system for obtaining information and control. And in general, the main difference is the appointment; the press cannot be a testing machine.
A test machine is a test machine if it received a verification certificate from the CMS (Center for Standardization, Metrology), and it is registered in the state register. Also, on the basis of GOST (if there is one) for testing a particular material, GOST is prescribed in it, to the requirements of which the testing machine must comply.
Now what concerns accuracy. In addition to the rigidity and precision of the machine assembly, it also depends on the class of sensors used and the electronics capable of processing the data obtained from them. The machine uses displacement sensors (encoders) and force sensors (strain gauges). As encoders, incremental angle sensors of 2000 pulses per revolution are used, installed on one of the spindle screws. The load (load) characteristic removes the strain gauge, they are usually built on the basis of the resistance strain gages included on the bridge circuit.
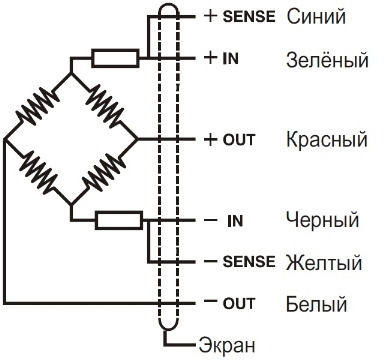
From this type of sensor we get an analog signal, which is processed by the ADC and the value is transmitted to the main controller. On execution they are: S-shaped, in the form of a washer and bar. With the help of tonometer sensors it is possible to measure not only the load but also the deformation, but in a very small range (1-2mm).
Now about the software (software), I’ll tell you about the one that I wrote personally, now the software of another programmer is being used as I rested on professional knowledge that I didn’t have enough, and I can work on one from the development and production of mechanics to software - this is too. I will omit the description of the electronic part, but in brief I will say that there is a two-way exchange of information between it and the computer. On the PC comes an array of data on the strength and movement and time, as well as information about the state of the buttons, the end-points.
The software on the PC is calibrating (calibration), the values from the sensors obtained from the array. That is, the ratio of the voltage received from the force sensor to the actual value of the load (mass, for example, kg or H) occurs. The distance of movement of the traverse beam is also definitely assigned to the value of the received pulses from the encoder; more precisely, the ratio of one sensor pulse to the traverse movement occurs. When all values: load, displacement, speed, are shown to us in the required values, but you can proceed to the test setup. A simple test in which you want to determine the maximum load at which the sample is destroyed, only the criterion for stopping the machine when the sample is destroyed is adjusted. What this means: this is the condition under which the test will automatically end, the traverse movement will stop and the results will appear in the table. This condition is still necessary for complex test dependencies, such as for example on a metal. The stopping criterion is the percentage component of the load, the recession of which will occur over a certain time. In addition to the maximum destructive effort, many more parameters can be calculated, which depend on the physical dimensions of the sample. Usually for a set of statistics, tests are added to a series of tests.
I didn’t take a great video of the program, I think it’s interesting for someone who is very interested in it, everything is signed in Russian. In brief on the technical part I touched on a lot, I don’t know how well and affordable I managed to explain everything, write in the comments.
Now about sore! About traders and the "laws of the market" ... Immediately the story of pricing. And as far as I know this applies (can be attributed) not only to testing machines.
For example, take a car with a load of up to 5 tons: Designing along with production, the purchased elements cost 300 tons. P. this is all piece production and constantly from new to new machine, something is corrected and added (I mean the design). The price is listed with a profit.
The electrical part, which includes the engine, drive, sensors, buttons, wires, controller, computer, software, and all together with the profit (ZP developers), it goes to 150 TR
As a result, the machine is assembled, adjusted and ready for operation for 450 tr., There remain some minor expenses for obtaining a certificate of verification and packaging, in total it is not more than 15 tr. The introduction of one type of machine in the state. registry costs about 250 TR and for all the time the production of such machines, (this price will not be included in the total cost of the car). The cost of selling the machine by the shopkeeper is from 700 tr. This I described the approximate cost of the budget version of the machine with trapezoidal screws.
The haggler, it turns out, boils from the sale of one car from 200 tr. and more, but what he did in reality: in view of the fact that he had previously worked as an uncle in this area, he had experience and sales, got a website, found electronics developers (an independent organization), mechanics developers (we are an independent organization). How well he would have done, but by slightly lowering his income, sales could be increased (especially in a crisis) and thereby the earnings of mechanics and electronics developers would increase. But no, he started bargaining with us so that we would lower the price, but we already work with minimal profit only to pay the workers ’wages, in the end it turned out that we don’t take anything for development and design. We work for the idea - of course it’s stupid in our time, but it’s also necessary to work ... It’s probably not the place to talk about it ...
Described how could the pricing, about traders, of course a separate story. It's not about personalities, but in the system, since they don't care what to sell, our country's economy suffers from them, and in general, in my opinion, this is a women's occupation, but what to do is work, everyone wants to eat, who knows, maybe I will personally arrange trading.
If there are traders here, please do not be offended - “individually, you are not bad guys.”
I would like to begin the story with the design of a classic two-screw machine test, for a better understanding of the work of such systems.
')
All such twin-screw (two-column) machines are arranged approximately the same, the main difference is only in the drive part, which provides rotation of the spindle screws. Screws are usually put on ball screws, but depending on the class (category) of the machine, trapezoidal ones can be installed. The drive part of the machine consists of an asynchronous engine (upgraded by an encoder) or a servomotor, as far as I know earlier (about 20 years ago), we installed healthy engines of a constant type. The engine is connected with a transfer gearbox - it can be one multi-stage gearbox or several different type of gearboxes, mainly worm gearboxes that combine with each other or with other type of gearboxes, for example, with spur gears or as shown in the diagram with distributing bevel gears. Any such machine consists of a base, in which the drive part and the electrical part are located, on the basis of which the bottom plate is installed of sufficient thickness to avoid bending during the tests / load. The rotation of the screws provides the movement of the movable traverse. Screws are mounted in bearing cups in the top plate (sometimes at the bottom). Such a kinematic scheme forms two test zones: the lower - between the lower plate and the crosshead and the upper - between the crosshead and the upper plate. The kinematic scheme of the machine is laid with a two-fold margin, unlike Chinese colleagues, it increases the additional rigidity, which increases the accuracy and service life, which I heard should be at least 10 years old, but I don’t know how much in reality, although judging by the old cars of the 80s, then with the life of them everything is in order.
Based on a simple description of the design, it probably becomes clear what distinguishes a simple magazine press from a testing machine. From the comments to the last article I noticed that many people were confused, or didn’t understand, or because I didn’t clarify that there are two types of machines according to the type of load creation (displacement traverses): hydraulic and screw.
Hydraulic machines are usually designed for heavy loads, from 10 tons and more (the store sells presses and for a smaller load). They have such a problem as positioning accuracy, especially it depends on the speed of movement of the rod, the presence of a hydraulic station also creates some difficulties. And it is very expensive to install servohydraulics (I haven’t oriented at prices, I haven’t been interested for a long time). To make it yourself, requires sufficient time and financial costs (why not invest in this, I will try to explain in pricing).
We (our organization) mainly develop and produce screw machines with a load of up to 20 tons, the kinematics of which are described above.
Shop presses are inferior to testing machines, as they lack a certain rigidity of the structure, force sensor, unstable speed characteristics, a system for obtaining information and control. And in general, the main difference is the appointment; the press cannot be a testing machine.
A test machine is a test machine if it received a verification certificate from the CMS (Center for Standardization, Metrology), and it is registered in the state register. Also, on the basis of GOST (if there is one) for testing a particular material, GOST is prescribed in it, to the requirements of which the testing machine must comply.
Now what concerns accuracy. In addition to the rigidity and precision of the machine assembly, it also depends on the class of sensors used and the electronics capable of processing the data obtained from them. The machine uses displacement sensors (encoders) and force sensors (strain gauges). As encoders, incremental angle sensors of 2000 pulses per revolution are used, installed on one of the spindle screws. The load (load) characteristic removes the strain gauge, they are usually built on the basis of the resistance strain gages included on the bridge circuit.
From this type of sensor we get an analog signal, which is processed by the ADC and the value is transmitted to the main controller. On execution they are: S-shaped, in the form of a washer and bar. With the help of tonometer sensors it is possible to measure not only the load but also the deformation, but in a very small range (1-2mm).
Now about the software (software), I’ll tell you about the one that I wrote personally, now the software of another programmer is being used as I rested on professional knowledge that I didn’t have enough, and I can work on one from the development and production of mechanics to software - this is too. I will omit the description of the electronic part, but in brief I will say that there is a two-way exchange of information between it and the computer. On the PC comes an array of data on the strength and movement and time, as well as information about the state of the buttons, the end-points.
The software on the PC is calibrating (calibration), the values from the sensors obtained from the array. That is, the ratio of the voltage received from the force sensor to the actual value of the load (mass, for example, kg or H) occurs. The distance of movement of the traverse beam is also definitely assigned to the value of the received pulses from the encoder; more precisely, the ratio of one sensor pulse to the traverse movement occurs. When all values: load, displacement, speed, are shown to us in the required values, but you can proceed to the test setup. A simple test in which you want to determine the maximum load at which the sample is destroyed, only the criterion for stopping the machine when the sample is destroyed is adjusted. What this means: this is the condition under which the test will automatically end, the traverse movement will stop and the results will appear in the table. This condition is still necessary for complex test dependencies, such as for example on a metal. The stopping criterion is the percentage component of the load, the recession of which will occur over a certain time. In addition to the maximum destructive effort, many more parameters can be calculated, which depend on the physical dimensions of the sample. Usually for a set of statistics, tests are added to a series of tests.
I didn’t take a great video of the program, I think it’s interesting for someone who is very interested in it, everything is signed in Russian. In brief on the technical part I touched on a lot, I don’t know how well and affordable I managed to explain everything, write in the comments.
Now about sore! About traders and the "laws of the market" ... Immediately the story of pricing. And as far as I know this applies (can be attributed) not only to testing machines.
For example, take a car with a load of up to 5 tons: Designing along with production, the purchased elements cost 300 tons. P. this is all piece production and constantly from new to new machine, something is corrected and added (I mean the design). The price is listed with a profit.
The electrical part, which includes the engine, drive, sensors, buttons, wires, controller, computer, software, and all together with the profit (ZP developers), it goes to 150 TR
As a result, the machine is assembled, adjusted and ready for operation for 450 tr., There remain some minor expenses for obtaining a certificate of verification and packaging, in total it is not more than 15 tr. The introduction of one type of machine in the state. registry costs about 250 TR and for all the time the production of such machines, (this price will not be included in the total cost of the car). The cost of selling the machine by the shopkeeper is from 700 tr. This I described the approximate cost of the budget version of the machine with trapezoidal screws.
The haggler, it turns out, boils from the sale of one car from 200 tr. and more, but what he did in reality: in view of the fact that he had previously worked as an uncle in this area, he had experience and sales, got a website, found electronics developers (an independent organization), mechanics developers (we are an independent organization). How well he would have done, but by slightly lowering his income, sales could be increased (especially in a crisis) and thereby the earnings of mechanics and electronics developers would increase. But no, he started bargaining with us so that we would lower the price, but we already work with minimal profit only to pay the workers ’wages, in the end it turned out that we don’t take anything for development and design. We work for the idea - of course it’s stupid in our time, but it’s also necessary to work ... It’s probably not the place to talk about it ...
Described how could the pricing, about traders, of course a separate story. It's not about personalities, but in the system, since they don't care what to sell, our country's economy suffers from them, and in general, in my opinion, this is a women's occupation, but what to do is work, everyone wants to eat, who knows, maybe I will personally arrange trading.
If there are traders here, please do not be offended - “individually, you are not bad guys.”
Source: https://habr.com/ru/post/400223/
All Articles