Vapor soldering, or as soldered in production
Originally, the article was planned as a short story about how we soldered with formic acid in a steam oven.
Especially for this project, we remade our steam jar (steam or condensation furnace), with the possibility of supplying formic acid with perfluoropolyether. Unfortunately, part of the results is a commercial secret, and there will be no photos of the results.
But this small article had to write a lot of comments. I do not think that everyone is familiar with this method of soldering, and therefore we will leave this project for the time being and tell you everything in order.
Modern soldering technology, and equipment that is manufactured using these technologies can be represented by the following table:
The main distribution found convection ovens because of its simplicity and versatility.
Vapor-phase furnaces are less popular due to their specific use. There are several points worth noting. The first is overheating protection. The second reason why a consumer can choose a given oven is the possibility of using a vacuum. This makes it possible to solder without voids, which, in essence, is the mean time to failure of the device, or a hidden defect, if the quality of products is a priority. The third, but no less common, is the soldering of metals and alloys that are prone to rapid oxidation. A striking example are copper connectors. The fourth, gaining popularity by requests in recent times, is voluminous and massive products. As an example, a connector made of copper, weighing 22kg.
')
Soldering profile of such a product:

We conducted an experiment on the soldering of high products. The height was 100 mm. A thermocouple was attached to each plate.
Analysis at peak temperatures from 228.4 ° C to 232.9 ° C.

Industrial steam ovens are not new.
The technology of soldering in the vapor-gas chamber was published in 1975 RC Pfahl and HH Ammann.
The transition of the agent into the liquid state of gaseous releases thermal energy for soldering
If it is very simple, then:
dHi = TdS = dQ
And it looked schematically as follows:
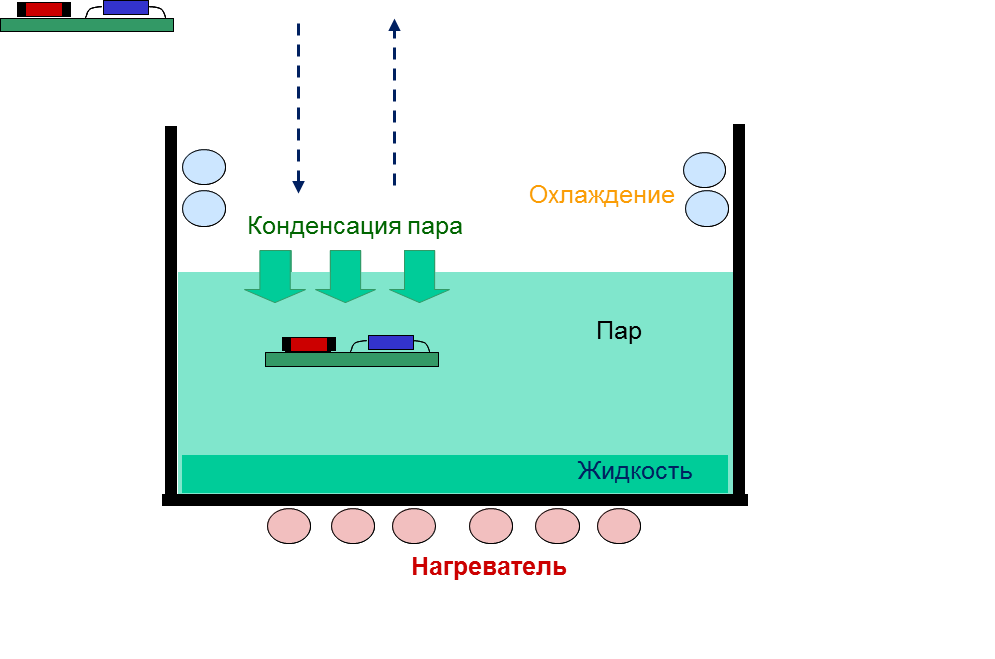
There was some capacity in which the product was lowered, a soldering process took place, and then the holder with printed circuit boards was raised.
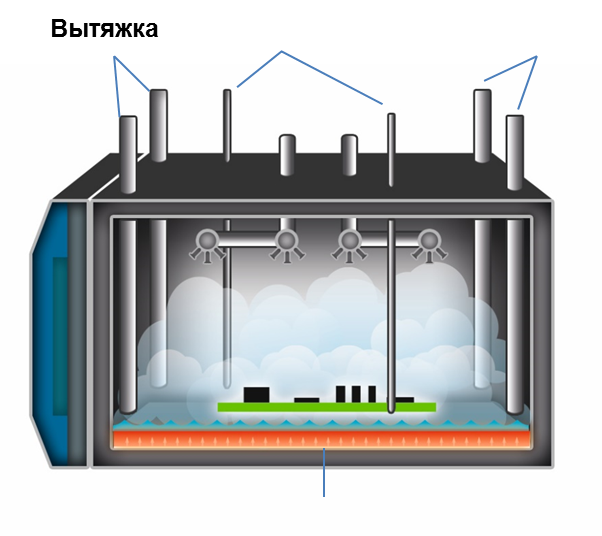
The company acquired a patent for this installation, purchased from a Frenchman in 2005. It was another technical solution, with a sealed chamber. Having slightly modified it (it took “several” years), the output was equipment that found demand all over the world. And so, what is this soldering technology.
The soldering medium is Perfluoropolyether (PFPE). Despite the fact that the material is mentioned in books dated 1975, Galden found wide world fame. Being inert, and having a boiling point from 150 ° C to 270 ° C in its range, found wide popularity among equipment manufacturers. At the moment, I have not met equipment (European, with Chinese poorly familiar) of this class, working on PFPE from other manufacturers.
Of course, the use of fluid as a coolant, in practice, will always mean losses, and everyone tries to minimize them. Much depends on the device of the working chamber, on how the coolant is removed and filtered. This means each soldering cycle will have a final cost. The price of halden (at its density, of course, it is sold by kg) is quite high. The results that I saw, actually set up an experiment with sensors and at intervals of several hundred cycles were about 1 gram per cycle, while the working area of the chamber was 650x650 mm. A particular question is the settling of the flux to the bottom of the working chamber; this causes a number of problems in the “classical” system and leads to maintenance costs.
The next point is the question of vacuum. The use of this class of equipment without vacuum in my practice finds applications only for large and massive parts.
The attentive reader will pay attention to the fact that oil pollution will occur. No, this will not happen, since the vacuum pump also works on perfluoropolyether.
Of course, the main application of vacuum when reaching the liquidus point of the solder is to pump out voids from soldered joints. Here it would be possible to show a video (installation combined with an x-ray), but unfortunately, I cannot share it.
The results are presented below.

The second application is the use of a preliminary vacuum, in order to homogenize the medium in a closed chamber. If you are not sure about the quality of the solder, then this is also a kind of solution to this problem. And of course, when soldering rapidly oxidized products, such as copper.
If you use all the steps, it turns out like this:

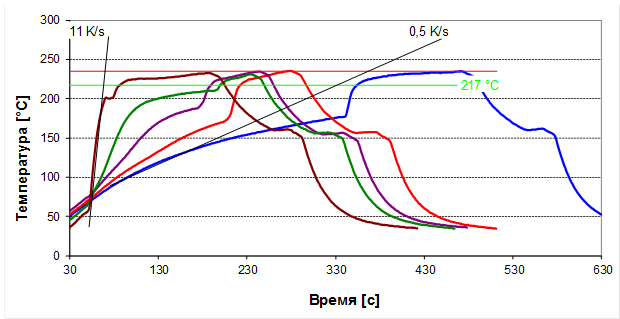
The next interesting point that you should pay attention to is how the profile task is carried out. There is no usual temperature control, the temperature of the chamber walls are set and calibrated at the factory, and are not changed by the user. Thermocouples are supplied to each wall, monitoring their performance. Temperature regulation is due to the amount of PFPE delivered. The temperature of the circuit board rises until all the liquid turns to vapor. Thus, you can heat the board to a certain temperature and withstand, for example, it. In addition, it gives a wide variation of gradients. Therefore, in the previous picture there were 2 injections of the coolant. Yes, there may be more, but practice shows that is enough.
Different gradients are shown in the image.
The final stage is cooling. There are several implementations of this process. In my opinion it is very important that during the melt, there is no movement of the product, this can lead to defects. At this moment, the entire coolant is pumped out of the chamber, and after a while, when the solder has reached the solidus point, supply air is supplied for cooling. In some designs, this may be a nitrogen supply.
This article can be completed by noting the fact that we will hold a seminar on soldering, where we will tell you more about soldering, defects and how this is solved in modern industries.
Especially for this project, we remade our steam jar (steam or condensation furnace), with the possibility of supplying formic acid with perfluoropolyether. Unfortunately, part of the results is a commercial secret, and there will be no photos of the results.
But this small article had to write a lot of comments. I do not think that everyone is familiar with this method of soldering, and therefore we will leave this project for the time being and tell you everything in order.
Modern soldering technology, and equipment that is manufactured using these technologies can be represented by the following table:
| Heat transfer | Advantage | Disadvantage | |
| Contact heat | Thermal conductivity | Simple exercise | Focused heat flow (bottom-up) |
| Radiation | Light laser | Selectively, very quickly | Shadow effects |
| Convection | Forced convection | Flexible process, air or nitrogen | Limited heat transfer |
| Microwave | Electromagnetic field | Selectively not full heating | Heavy implementation, Solder unavailable |
| Condensation / vapor phase | Phase change energy | Tmax limited, inert liquid Galden | One liquid per soldering process |
The main distribution found convection ovens because of its simplicity and versatility.
Vapor-phase furnaces are less popular due to their specific use. There are several points worth noting. The first is overheating protection. The second reason why a consumer can choose a given oven is the possibility of using a vacuum. This makes it possible to solder without voids, which, in essence, is the mean time to failure of the device, or a hidden defect, if the quality of products is a priority. The third, but no less common, is the soldering of metals and alloys that are prone to rapid oxidation. A striking example are copper connectors. The fourth, gaining popularity by requests in recent times, is voluminous and massive products. As an example, a connector made of copper, weighing 22kg.
')
Soldering profile of such a product:
We conducted an experiment on the soldering of high products. The height was 100 mm. A thermocouple was attached to each plate.
Analysis at peak temperatures from 228.4 ° C to 232.9 ° C.
Industrial steam ovens are not new.
The technology of soldering in the vapor-gas chamber was published in 1975 RC Pfahl and HH Ammann.
The transition of the agent into the liquid state of gaseous releases thermal energy for soldering
If it is very simple, then:
dHi = TdS = dQ
And it looked schematically as follows:
There was some capacity in which the product was lowered, a soldering process took place, and then the holder with printed circuit boards was raised.
The company acquired a patent for this installation, purchased from a Frenchman in 2005. It was another technical solution, with a sealed chamber. Having slightly modified it (it took “several” years), the output was equipment that found demand all over the world. And so, what is this soldering technology.
The soldering medium is Perfluoropolyether (PFPE). Despite the fact that the material is mentioned in books dated 1975, Galden found wide world fame. Being inert, and having a boiling point from 150 ° C to 270 ° C in its range, found wide popularity among equipment manufacturers. At the moment, I have not met equipment (European, with Chinese poorly familiar) of this class, working on PFPE from other manufacturers.
Of course, the use of fluid as a coolant, in practice, will always mean losses, and everyone tries to minimize them. Much depends on the device of the working chamber, on how the coolant is removed and filtered. This means each soldering cycle will have a final cost. The price of halden (at its density, of course, it is sold by kg) is quite high. The results that I saw, actually set up an experiment with sensors and at intervals of several hundred cycles were about 1 gram per cycle, while the working area of the chamber was 650x650 mm. A particular question is the settling of the flux to the bottom of the working chamber; this causes a number of problems in the “classical” system and leads to maintenance costs.
The next point is the question of vacuum. The use of this class of equipment without vacuum in my practice finds applications only for large and massive parts.
The attentive reader will pay attention to the fact that oil pollution will occur. No, this will not happen, since the vacuum pump also works on perfluoropolyether.
Of course, the main application of vacuum when reaching the liquidus point of the solder is to pump out voids from soldered joints. Here it would be possible to show a video (installation combined with an x-ray), but unfortunately, I cannot share it.
The results are presented below.
The second application is the use of a preliminary vacuum, in order to homogenize the medium in a closed chamber. If you are not sure about the quality of the solder, then this is also a kind of solution to this problem. And of course, when soldering rapidly oxidized products, such as copper.
If you use all the steps, it turns out like this:
The next interesting point that you should pay attention to is how the profile task is carried out. There is no usual temperature control, the temperature of the chamber walls are set and calibrated at the factory, and are not changed by the user. Thermocouples are supplied to each wall, monitoring their performance. Temperature regulation is due to the amount of PFPE delivered. The temperature of the circuit board rises until all the liquid turns to vapor. Thus, you can heat the board to a certain temperature and withstand, for example, it. In addition, it gives a wide variation of gradients. Therefore, in the previous picture there were 2 injections of the coolant. Yes, there may be more, but practice shows that is enough.
Different gradients are shown in the image.
The final stage is cooling. There are several implementations of this process. In my opinion it is very important that during the melt, there is no movement of the product, this can lead to defects. At this moment, the entire coolant is pumped out of the chamber, and after a while, when the solder has reached the solidus point, supply air is supplied for cooling. In some designs, this may be a nitrogen supply.
This article can be completed by noting the fact that we will hold a seminar on soldering, where we will tell you more about soldering, defects and how this is solved in modern industries.
Source: https://habr.com/ru/post/358336/
All Articles