Barcode on guard order or decent production

We independently create and implement an automated production management system in our company. In fact, we can talk about working on two sections - software and the system for collecting information (UDS). With software, everything is more or less clear - to store (database), process (algorithms, laws) and present data (interface, reports, forecasts, analyzes). I covered a small part of this section in past publications. Today I will tell our vision of the FID.
A little warning. Our company is quite small by the general production standards. And we can not / want to invest large sums in super projects and use advanced ERP systems. It is economically unprofitable. Therefore, if it seems to you that the information presented below is too naive from a technical point of view or looks like a bicycle, you should know that it is.
In our city there are machine-building enterprises operating from Soviet times. But it makes no sense to focus on them, on this issue. 15 years ago I was doing practical work at one of them. Collecting information from the shop - routine manual work. And now, nothing has changed. But what passages did, there is even a face scan! The defense company, there are no orders, the salary of engineers is small, but space-based. Distracted. Even if there is an advanced management system implemented, then entering information will still be the old methods. For example, the master goes to the turner, considers the blanks, writes in a notebook, goes to the computer, records in Excel and so on. But at private enterprises I did not find a single hint of the automation of information gathering. Eyes-hands-pencil-Excel, everywhere the standard scheme.
')
So, our approach to this issue. The FID should be as simple as possible to implement. We called it HEMP (Human-Equipment-Machine-Product).
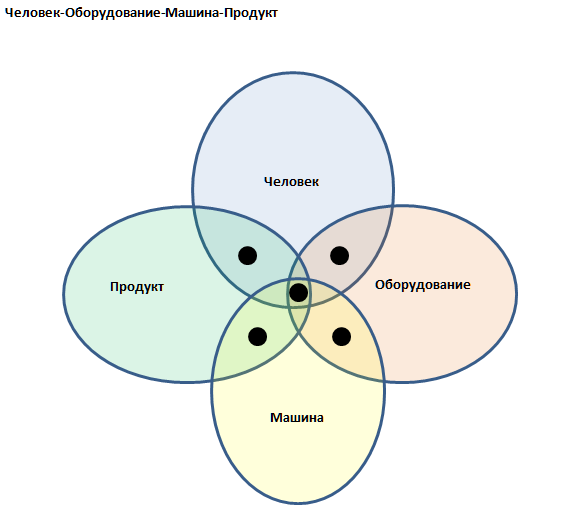
Pay attention to the black dots. These are the areas of intersection of elements from which we want to receive information. Let's sort a couple of examples.
Man Machine. Under the machine refers to any industrial equipment. Crossing the zones gives us information about who works on the machine, when he started, when he finished.
Machine-Equipment. Under the equipment refers to any tooling (stamp) or tool. We get information about what stamp is on the press, when put, how many cycles worked and so on.
Having information from all points, you can find so many applications of this knowledge that fantasy is not enough. I will list a small part of the possibilities.
For example, you can arrange workplace jobs based on their work history. All people are different. Someone has adapted himself to bend the part, someone, while standing better works. We chase all the workers in all operations. The system remembers who can do what and how much at a particular place and offers to seat everyone in such a way that the maximum labor productivity is obtained.
Or, having data on which stamp on which press stood before, the system itself will select combinations of pairs (Machine-Equipment) when analyzing the production plan.
Writing data to the database about equipment repair and having information about the number of operating cycles between repairs, the system will be able to predict the date of scheduled preventive maintenance.
And of course real-time monitoring of all HEMP bundles.
So we got to the hero notes. In order to link all HEMP elements we decided to use a barcode. All elements of the system is assigned a barcode. For people, these are passes (magnetic card with a printed barcode), for machines, accessories and products - labels, tags, nameplates. Store everything in a database.
We started to create a mobile application. The shop bought phones / tablets. Now the master, sitting down the person on a workplace, scans by phone 4 elements HEMP. Worker card, machine, tooling and drawing details. One click and the system knows what is happening! Everything takes about 15 seconds. Naturally, if in the morning a person sits down at the place where he worked yesterday, then nothing needs to be scanned, the system remembers everything. Worked out a stamp of 500,000 cycles, it's time to re-work. Again, we scan and in one click set the status "Repair". The next time, before reaching the figure of 500,000, the system will prompt that it is time to grind. The lathe broke, click and the system knows about it. And already when planning the production plan it will not take it into account in the technical process until the complete elimination of the malfunction.
View a small portion of the scanning procedure.
But this is still not enough. We need to know how many cycles the machine has worked. Ie we need counters that will give information to a single database in real time. Without this, the system cannot fully function. The topic is very interesting. I will tell about it another time.
This is what the correct information gathering system in our understanding looks like. I can not list all the possibilities, not enough time. Sometimes I will write here about the development. Thanks for attention.
Source: https://habr.com/ru/post/318292/
All Articles