Metalworking - 2015, part one: electro-erosion, water-jet, presses, lasers and router
And again, in our blog, a report from the Metalworking Exhibition-2015 - the largest exhibition dedicated to machines for various types of metal processing. 32 countries, more than 900 exhibitors, of which 400 are Russian companies, thousands of machine tools, hundreds of tons of metal, liters of emulsion and kilograms of chips. It was fun!

This time we visited all 7 pavilions, and therefore one part, along with gifs, weighs almost 50 megabytes.
Comrade! Be careful with the traffic going under the cat!
')
This is the first part of the article. Read the second part here.
The main theme of the exhibition this year was import substitution.

Almost the entire industry had certain problems with the purchase of new machines - the sanctions affected both the machines themselves and a large number of components for them. Because of this, there was a very large demand for similar machines manufactured in Russia, and the companies responded to this by presenting quite a few machines of their own production.
Let's start with the simplest - the company Didactic systems, which make laboratory stands for training specialists in a variety of specialties - from hydraulics and welding to the automation of production and smart home. For example, dear sorter:
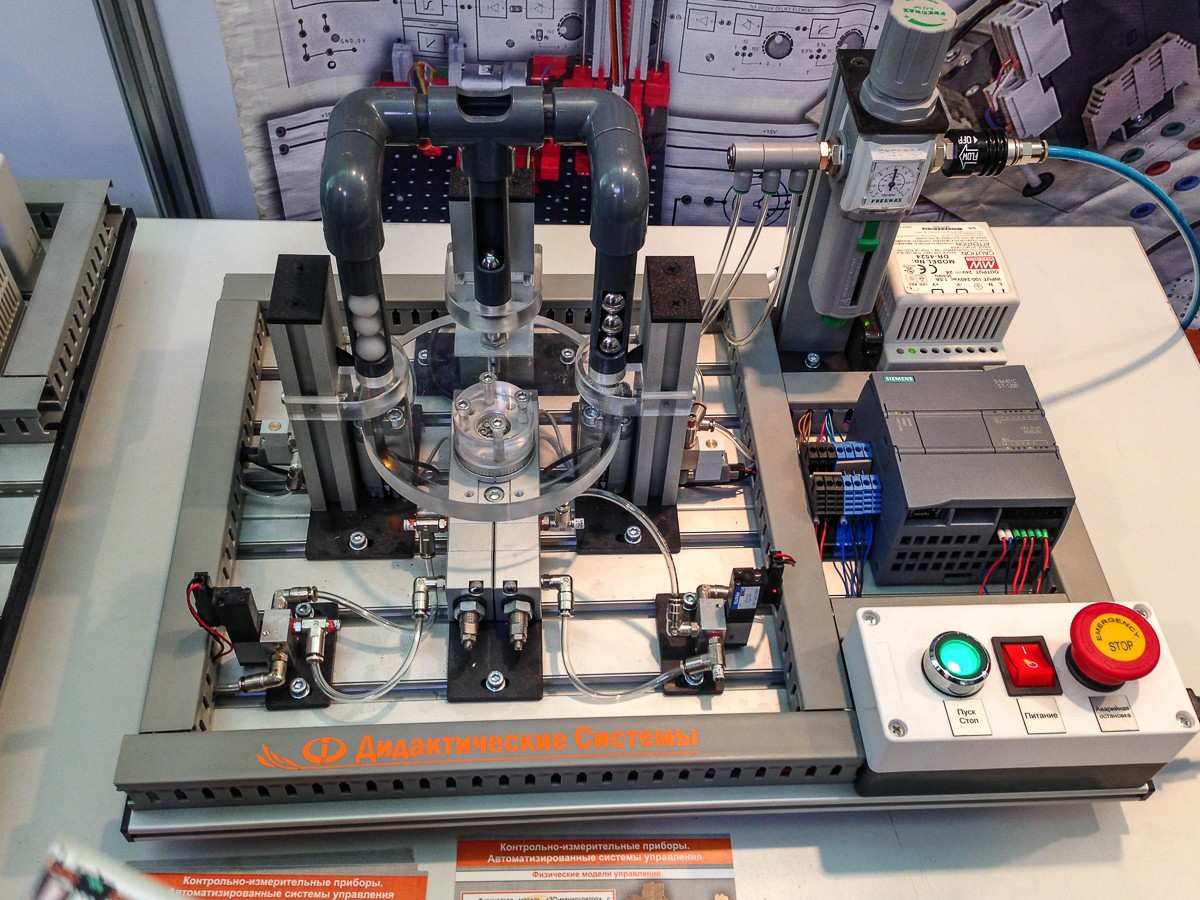
It works on the basis of Siemens PLC Simatic S7-1200 :

It works like this:
Based on data from a magnetic sensor, it sorts plastic balls (white) and metal (shiny). This is not a real machine, but only a small model that allows students to understand how PLCs are programmed.
Engines and pushers, by the way, are not electric, but pneumatic. During the work warm tube and heart pshsh-pshsh are heard.
The following exhibit from the same company is made on hydraulics:

Unlike the sorter, it is not placed on the PLC, but on the relay (note the bottom of the frame). This is done because he has another task - to teach how to work with hydraulics (pumps, valves, engines, and so on), and not to understand the intricacies of programming.
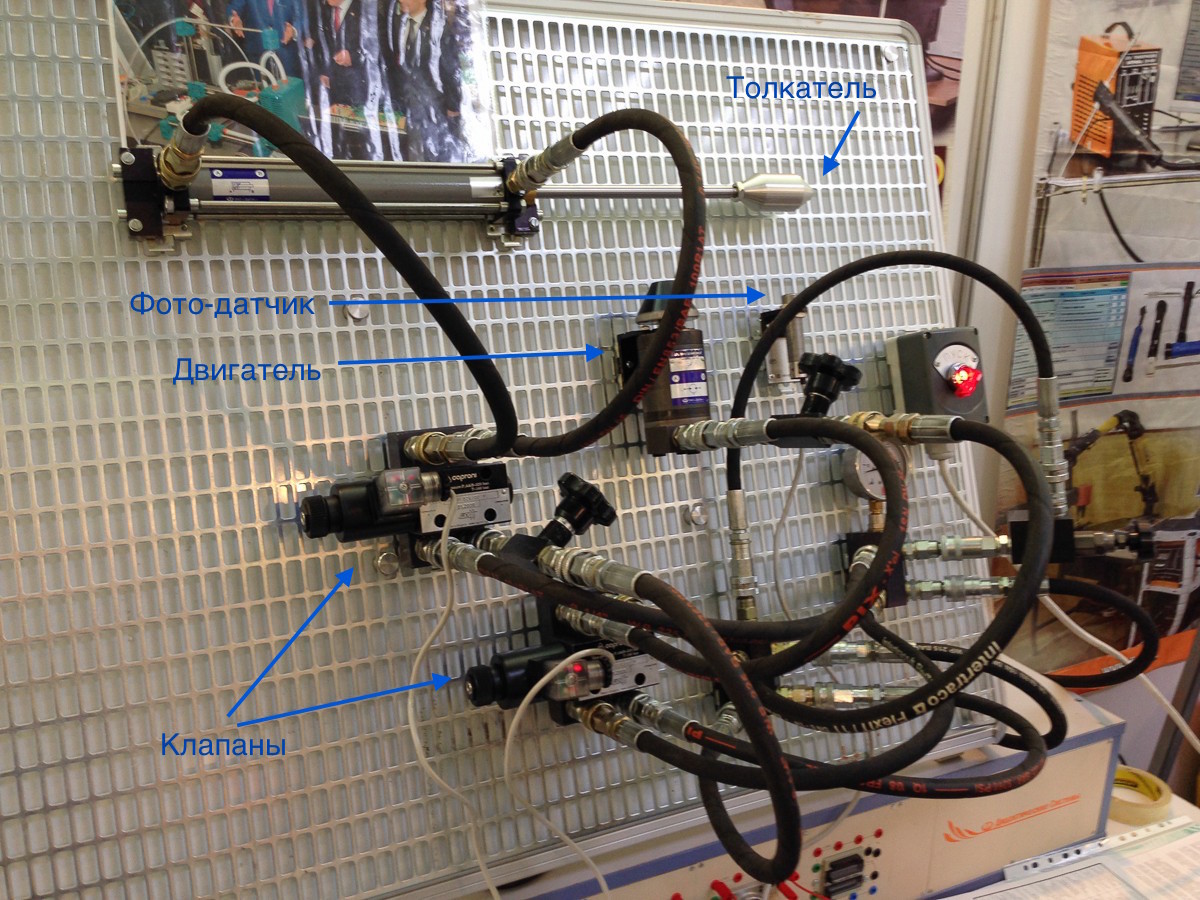
The scheme is simple - the pusher stem extends; when it crosses the sensor's field of view, the motor shaft starts to rotate. Then the cycle repeats.
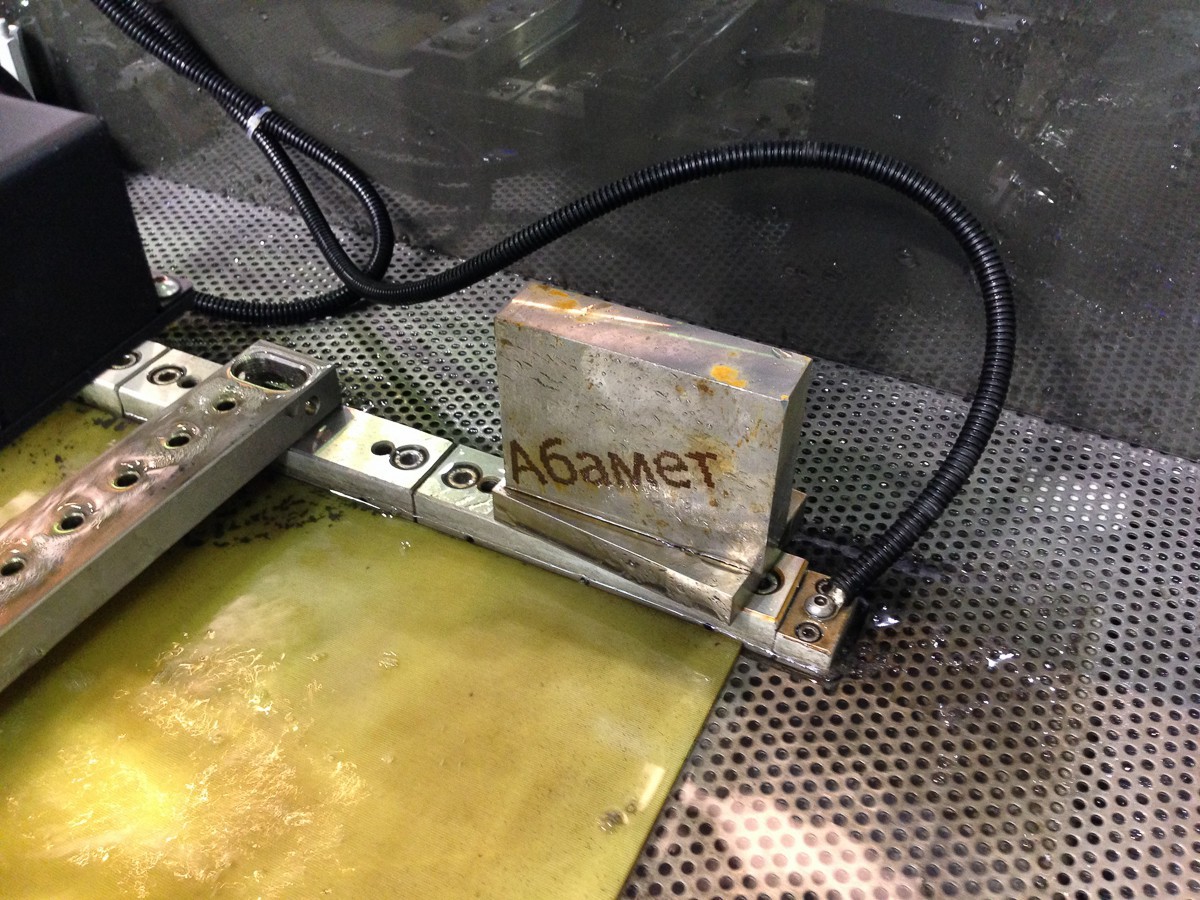
Then came the machine more interesting. For example, an electroerosive cutting machine (by the way, a St. Petersburg company):

The cutting node itself is closer:
It consists of, in fact, the part and the stretched wire, which is supplied with high voltage relative to the part. Due to the occurring discharges between the wire and the part, small metal particles are detached from the surface and carried away with distilled water (it should not conduct current, because it impairs the processing efficiency). The wire can be different - brass, copper, tungsten, molybdenum, in this case it is brass:
Since it also wears out - it is a consumable. It is continuously wound from one coil, passes through the cutting area and is wound onto another:
And this is another machine for EDM drilling holes:
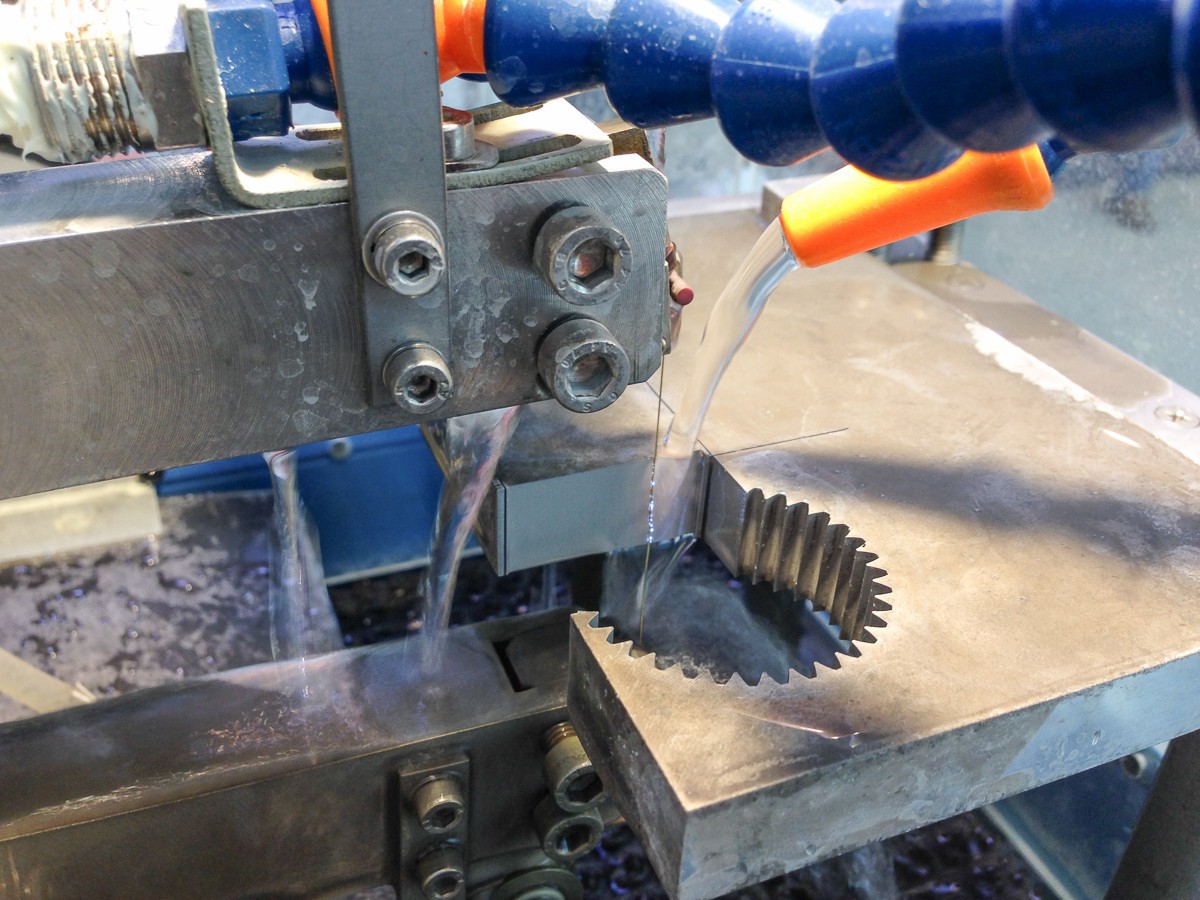
It can pass parts with a complex surface, make deep thin holes (up to 400mm and thickness from 0.2mm to 6mm), work on very hard or poorly machinable materials. How the drilling process looks like - you can look at the example of another machine that does roughly the same thing (only the starting holes, not the through holes, and then other machines work on them).
At that moment, when the flow of water from the side changes color - and the electrode touches the part and, in fact, the drilling itself.
And here is the result:
There is such a machine about $ 35k.
You can make holes and cut materials in a dozen other ways. For example, waterjet cutting :

Such a machine cuts material with a thin stream of water with an abrasive ( garnet sand) under ultrahigh pressure (about 4000 atmospheres) and high speed. Here are the results of the work, beautifully located on the abrasive powder:

The advantage of this method of processing is that it does not overheat the part and can process a very large amount of different materials - from metals to ... tiles.
In my presence, the machine operator saved the repair to the uncle by cutting him a large tile to the exact dimensions, which the builders could not do.

But on the machine for 22 million rubles - it turned out. Of course, such a machine does not just make that kind of money - unlike cheaper counterparts, it can cut material at an angle, thanks to a head with 5 degrees of freedom:
Left - waterjet cutting of asmoker with a nozzle, able to cut only vertically, to the right - at an angle.
The machine is called the T3000 (everyone smiled here).

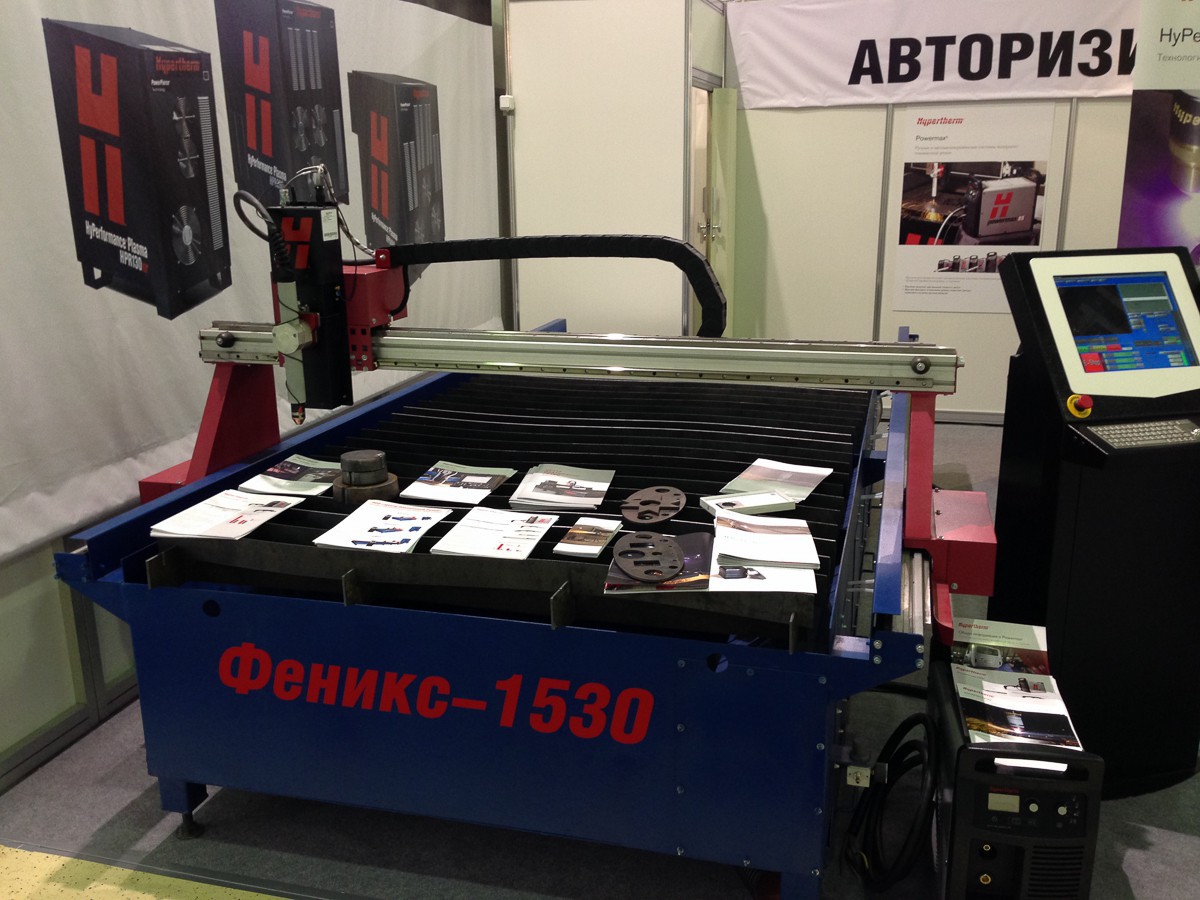
In addition to waterjet cutting, there is also a plasma one , which jokingly cuts such metal discs here:

Moreover, the device itself does not look very impressive - the size of a conventional welding inverter:

And the coordinate table takes an order of magnitude more space:
The plasma cutter has a particularly interesting nozzle structure:
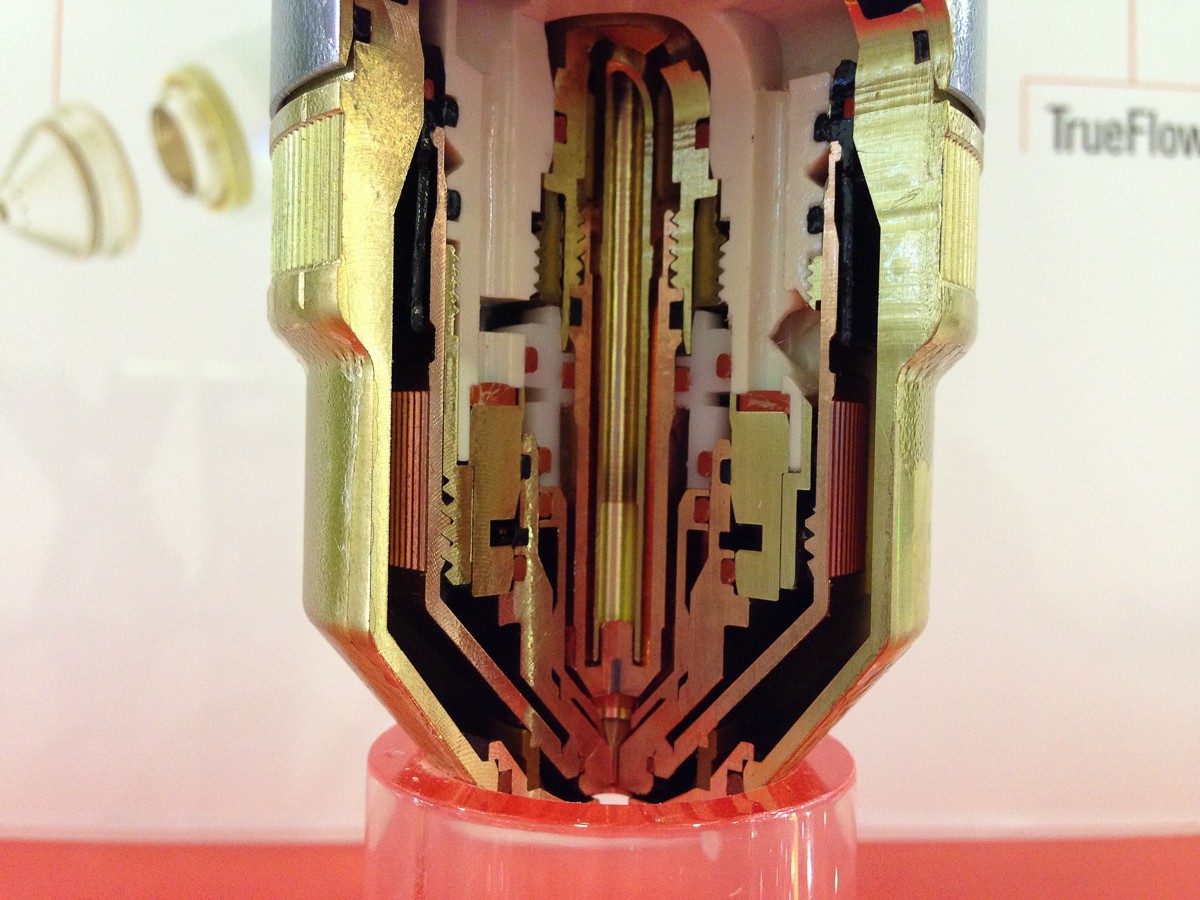
Such a complex structure is due to the fact that there are two electrodes in the head, between which there is a plasma arc, insulation and channels of liquid or air cooling.
If the sheet of metal is to be cut simply along a flat line, saber cutters are used:
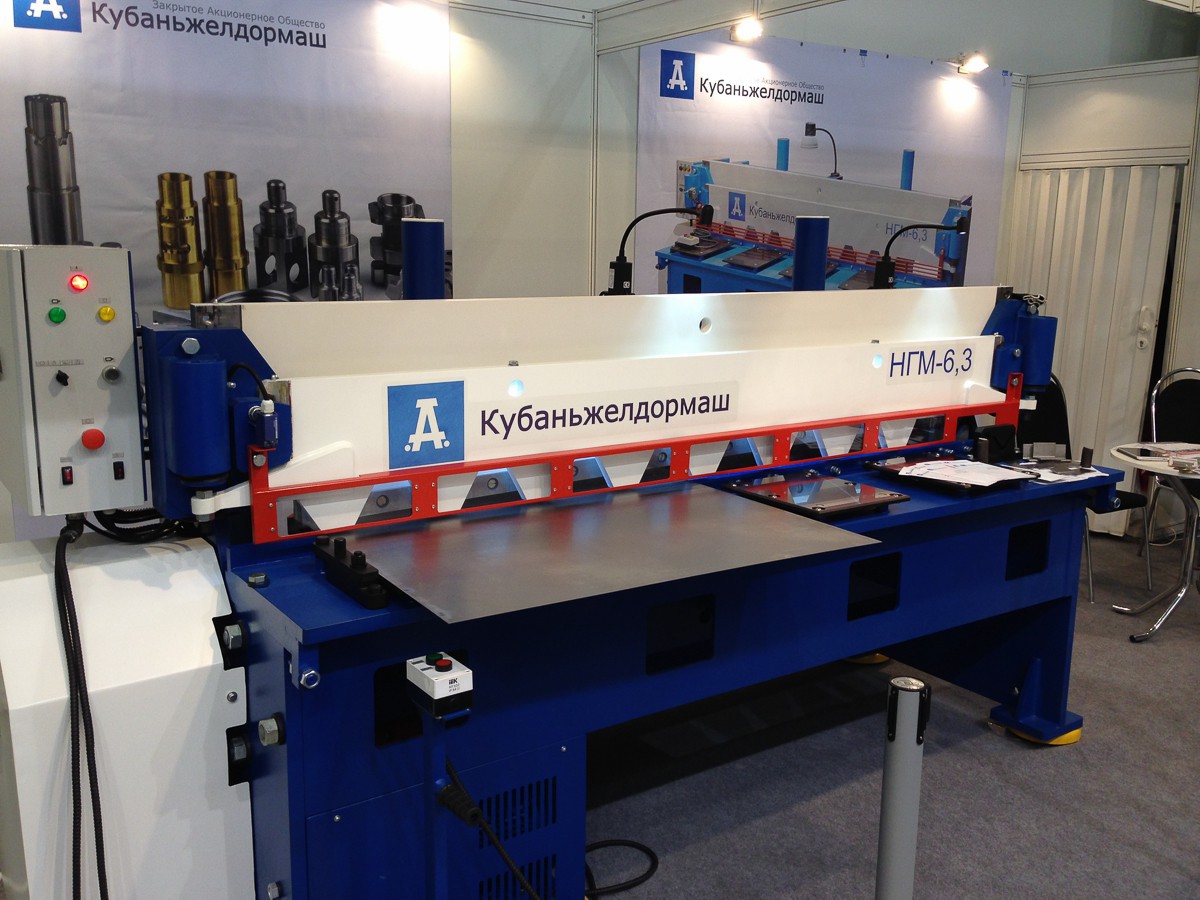
It looks spectacular - this cutter, without straining, cuts the sheet into such squares like this:
And this is a TNT-2510 CNC turret press.

Revolving - because it can use 58 different instruments at a time, which are in a special drum, like a revolver. Here in this:
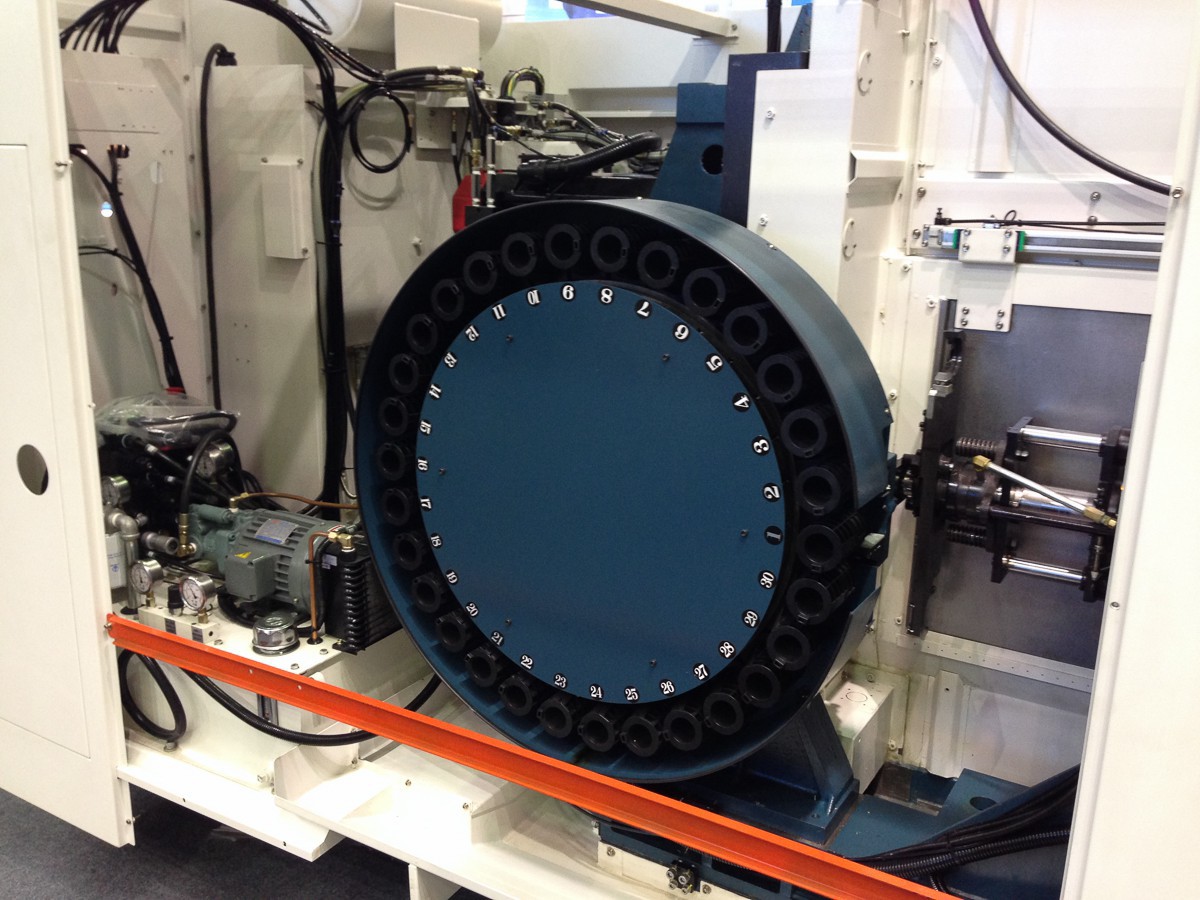
Despite the fact that this is just a press, he can do things just as well as other milling machines. For example, here are the pictures:

Where the image is formed by holes of different diameter:

And can do these nice grills:

Versatility!
There are also presses that make not just holes, but various cuttings, squeezing, stamping and other cute things:
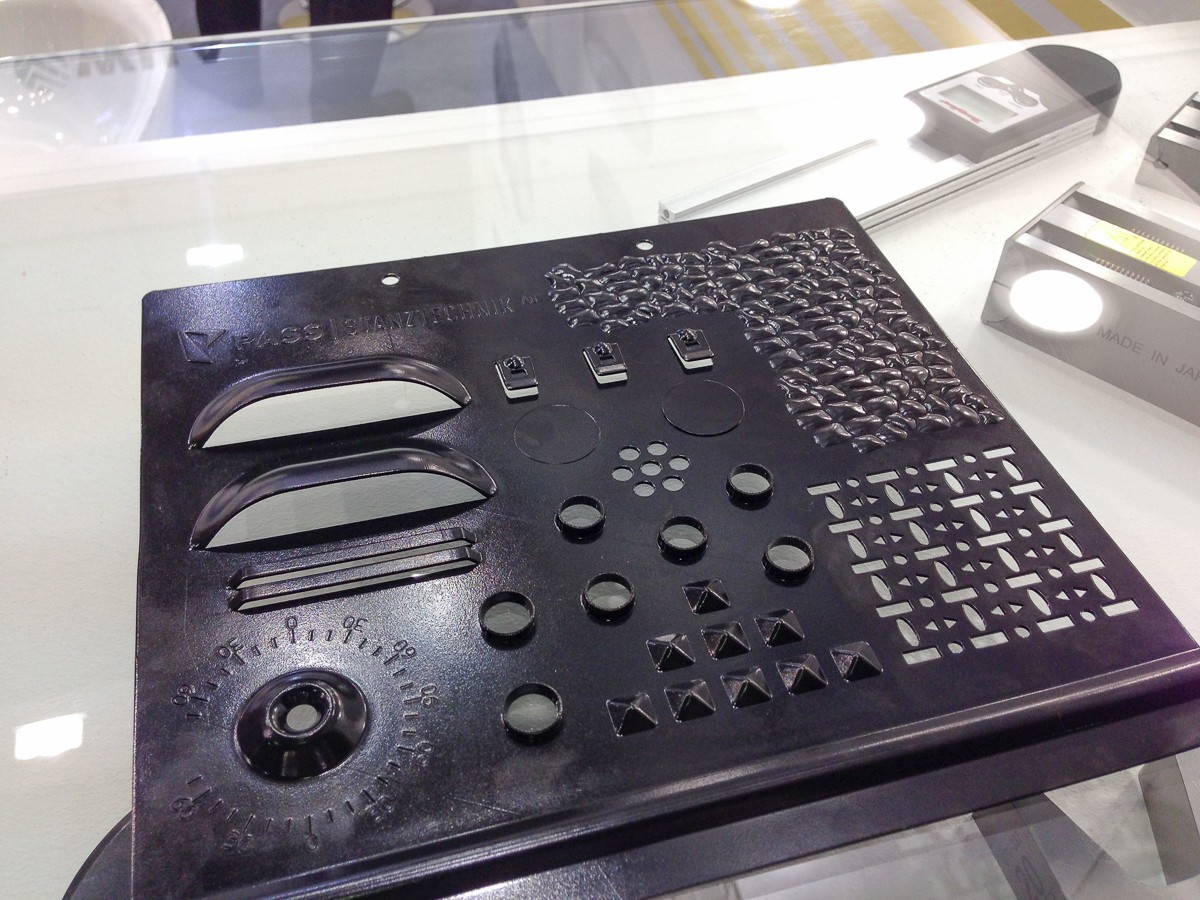
True, each such piece needs special equipment:

And there are CNC presses that bend metal workpieces in semi-automatic mode. In a sense, he bends it himself, but the operator is needed in order to slip it into the right place:

By the way, the production of Belarus. The working area itself looks like this:
Actually, the machine can only lower the top snap down, but it does so with great precision and power. And as a result of work from such a blank:

It turns out this card holder:
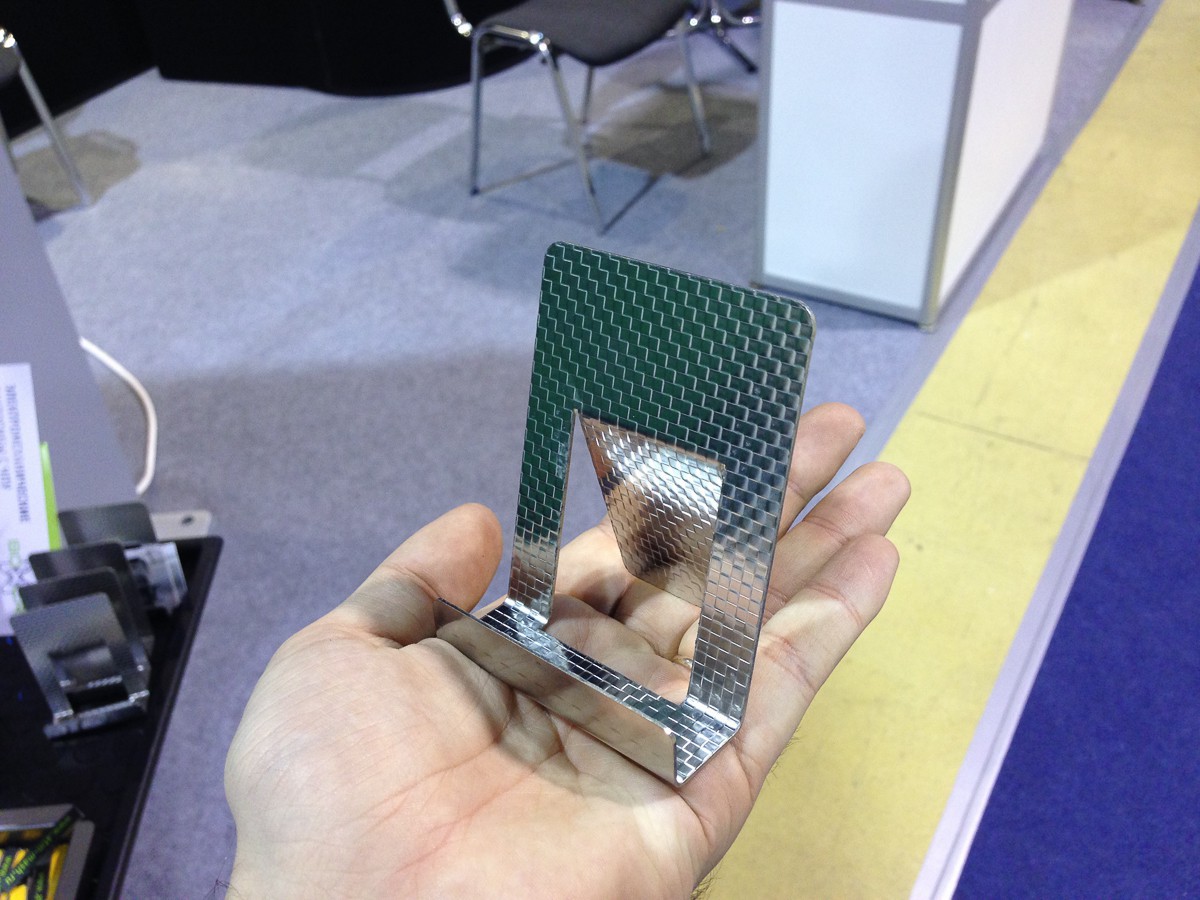
But a piece of the bending process:
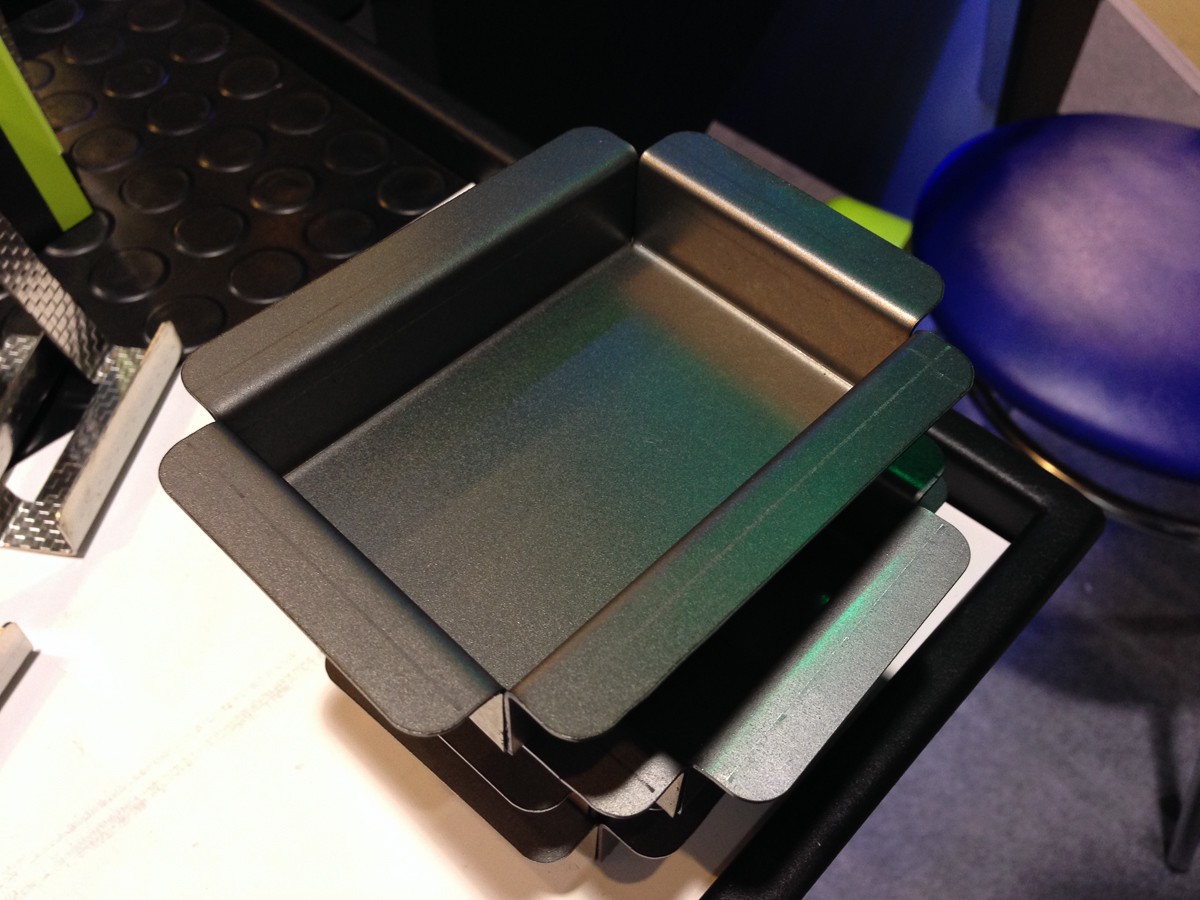
As a result, from a billet (which must also be pre-cut from a sheet of metal, for example, with a laser) we get the following box:
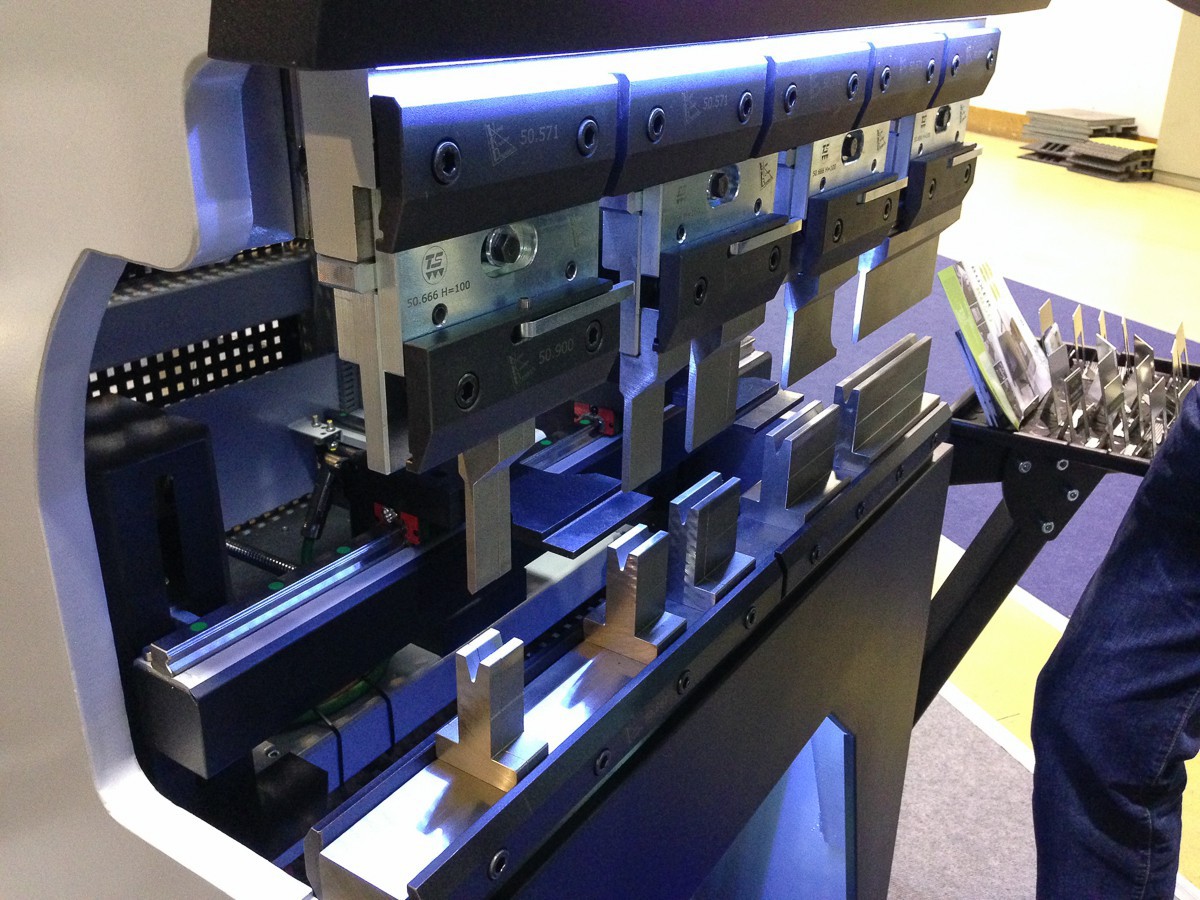
Here on another bending machine (not so advanced, really), you can see what are the tools for bending:

And these are already more powerful machines that can bend thick metal profiles:

It is arranged quite simply - a pair of rollers, the height of which can be changed, driven by the engine:
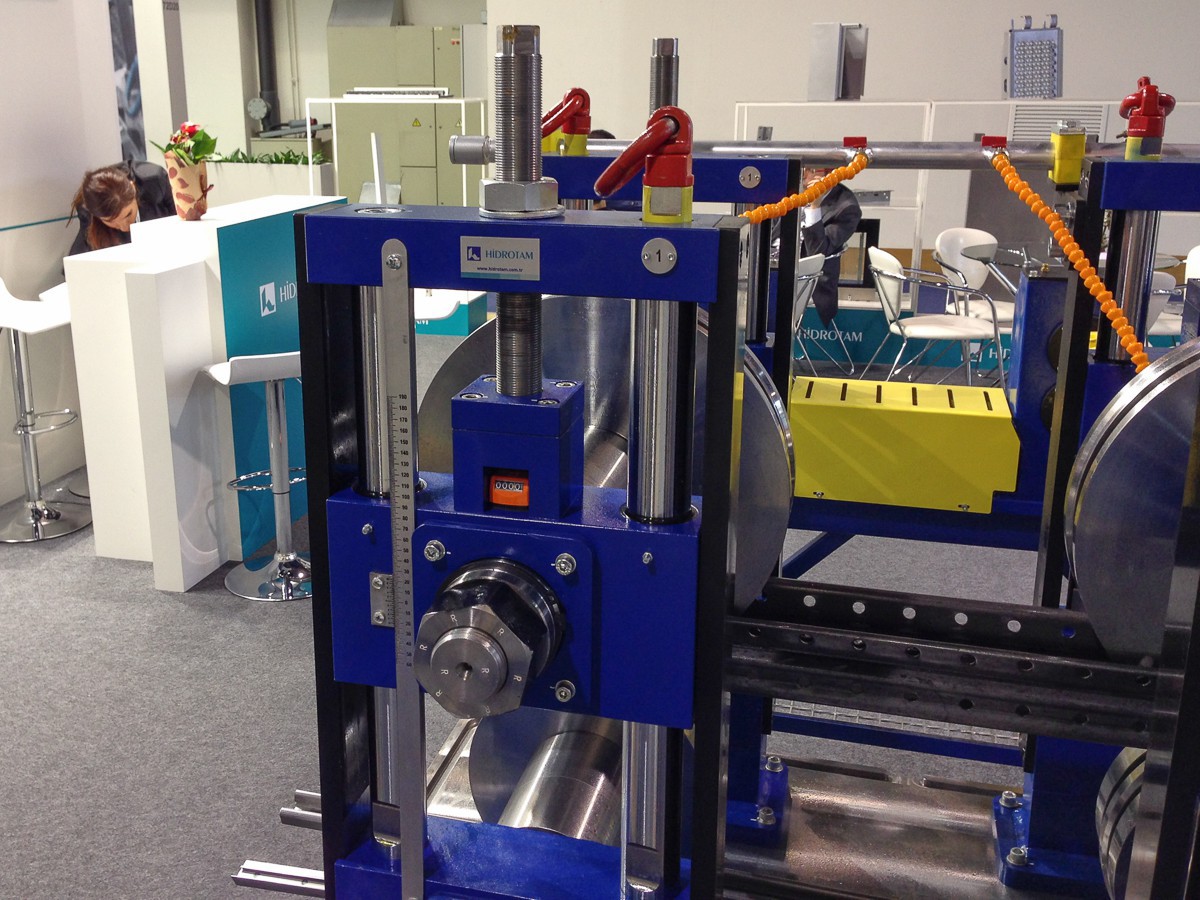
The profile passes between them, being forced to bend following their location.

To facilitate the process there is a coolant supply system (coolant) - the orange tubes in the photo above.
And who reminds me of this machine?

Right!
In the case of cutting not sheet metal, but for example, pipes, use various clever mechanized means:

Two rotating blades gently cut the pipe, without changing the geometry and providing a flat joint for subsequent welding:
If you need to cut some thick parts - banding machines come to the rescue. From very small:
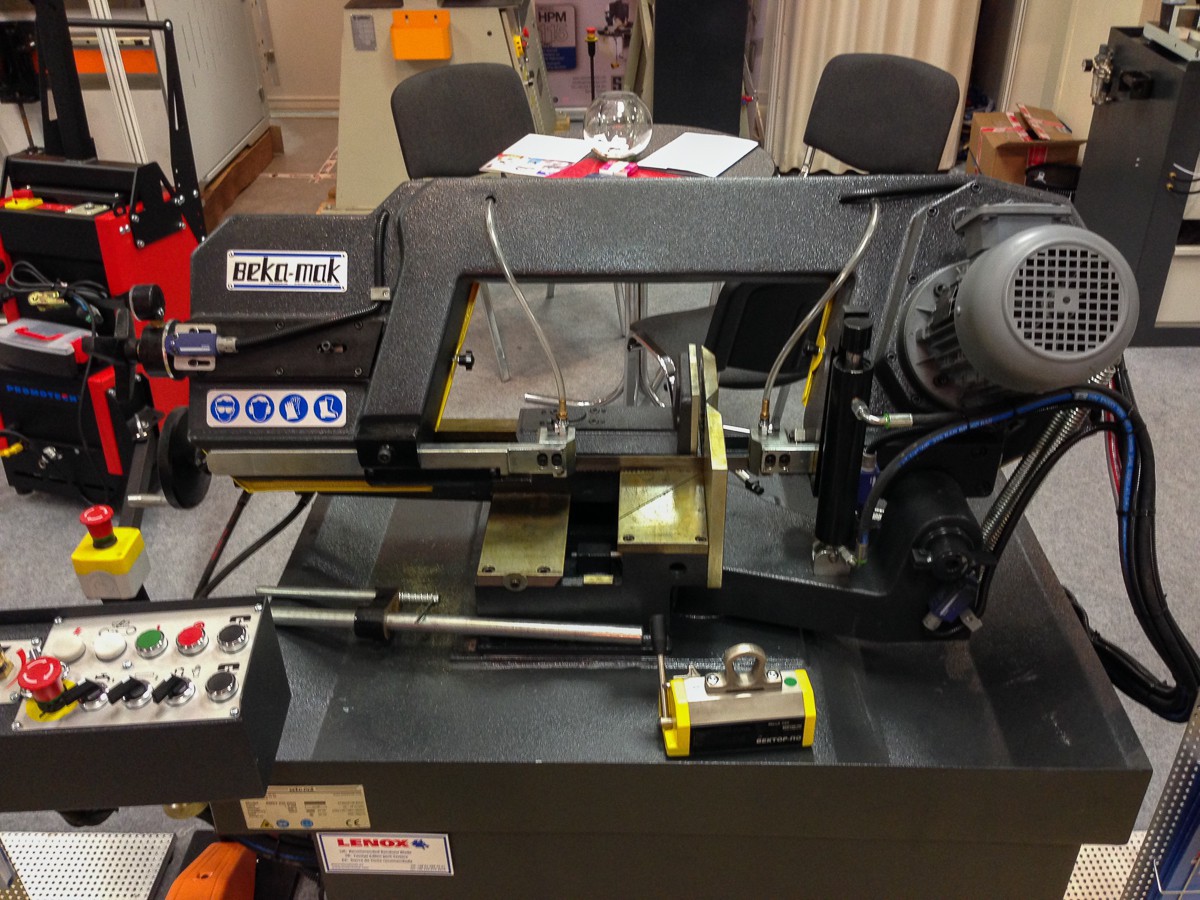
And a little more:

To large:

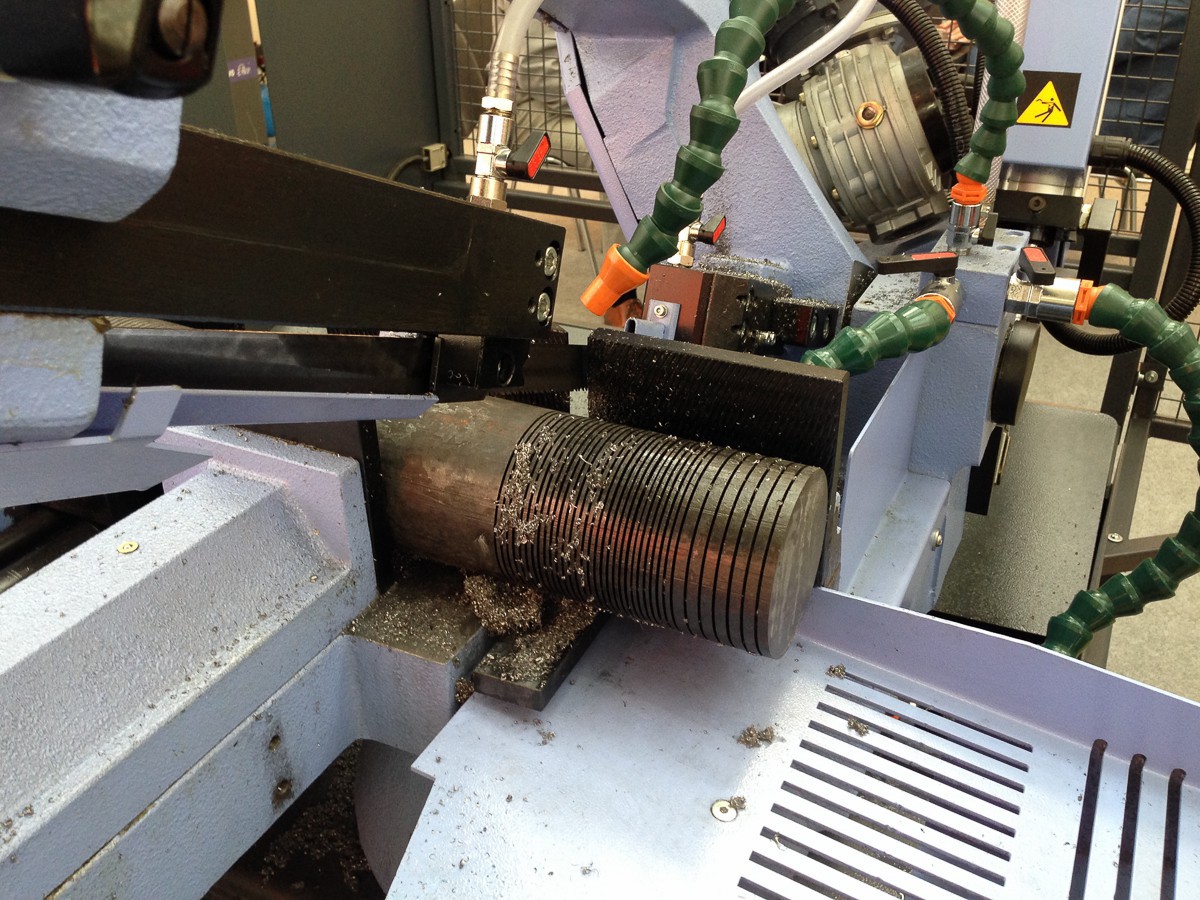
Their distinguishing feature is that their canvas is coiled into a ring and has no beginning or end. Moreover, passing through the machine, it is rotated by 45 degrees twice - moving from the drive drum to the cutting zone and back.
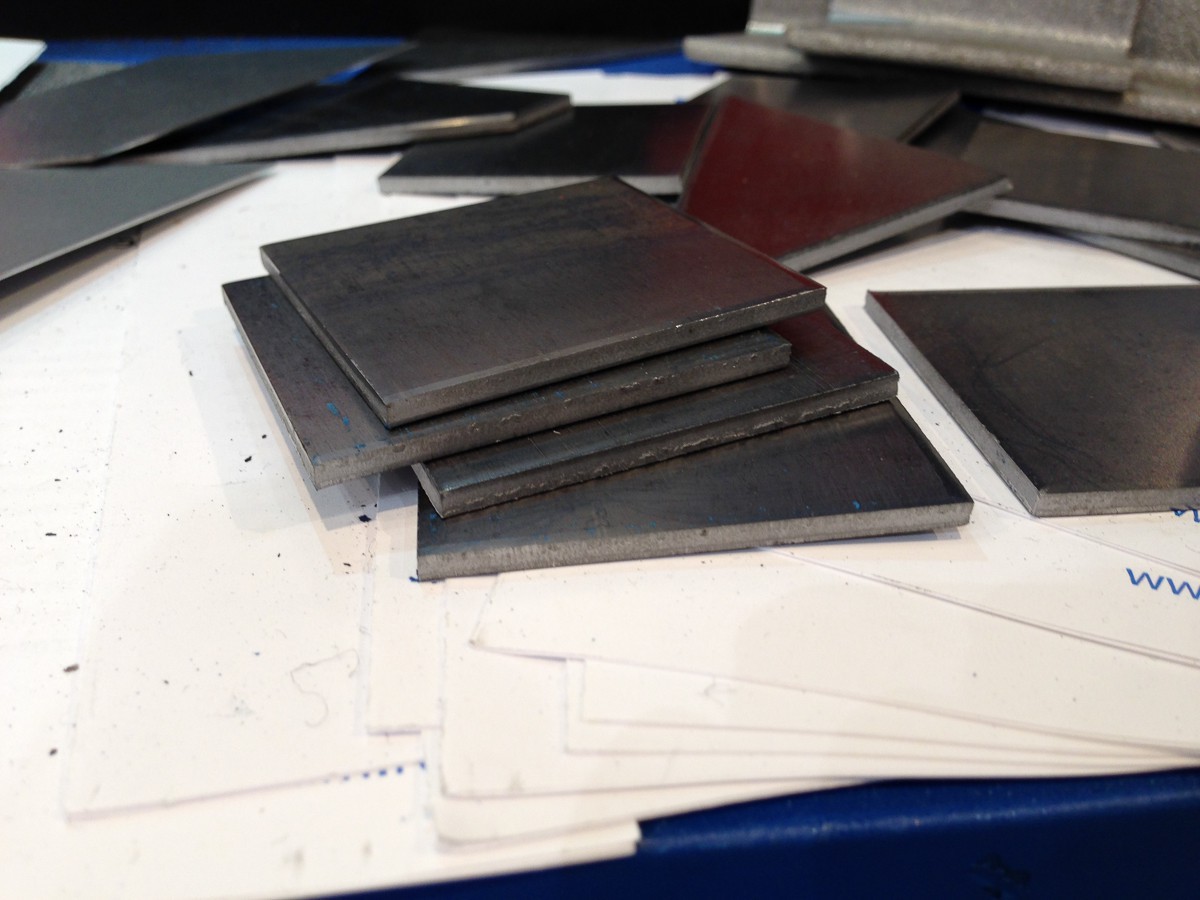
Such machines are capable (with coolant, of course) to cut very thick metal blanks:
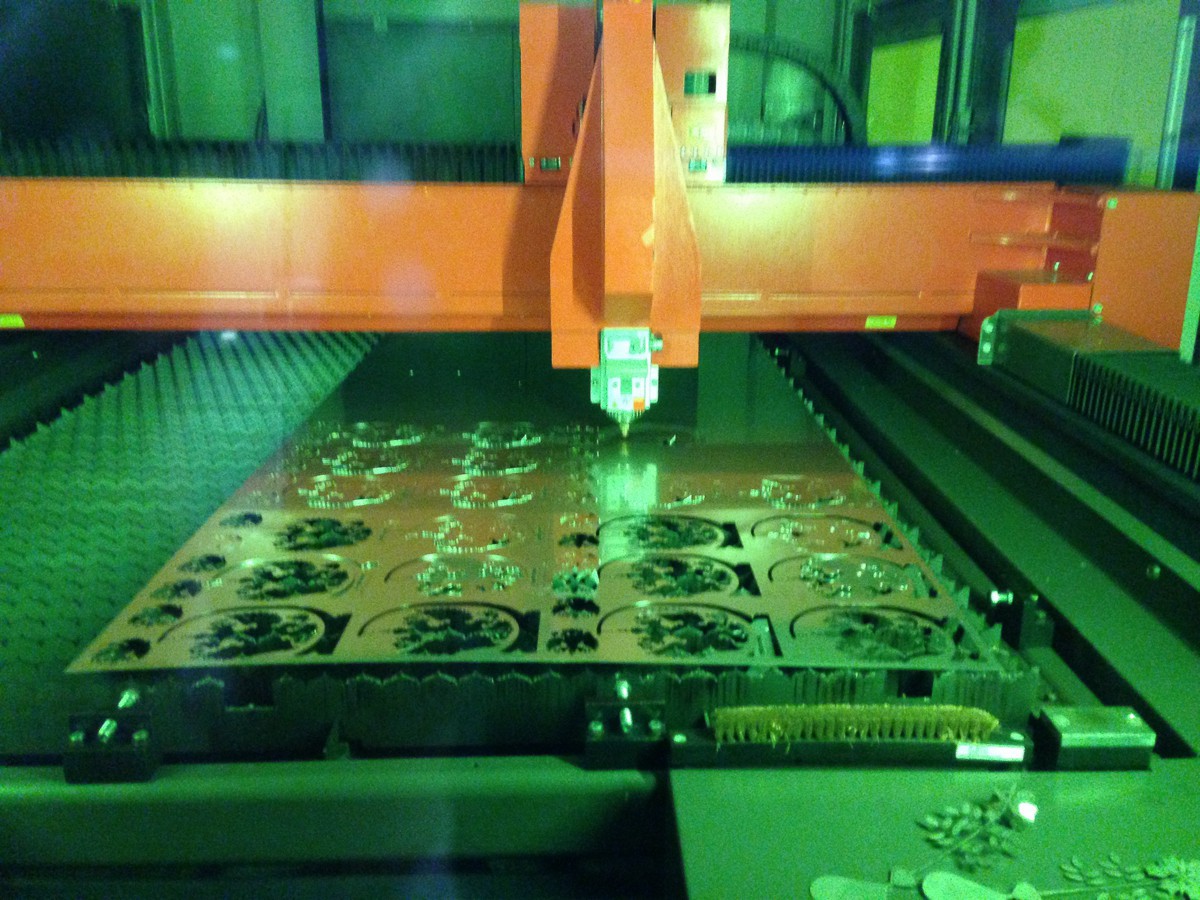
Another large class of machines is lasers. Not all of them cut metal; only evil and powerful machines can do this, like this:

It is closed from all sides because to look at the laser, the cutting metal is not the best idea. First, a hundredth or even a thousandth of the power that does like this is able to provide a pension and a guide dog in a split second:

Secondly, this very power perfectly evaporates the metal during cutting, and the inhalation of vapors also does not add health to the operator. Inside the laser looks something like this:
And this is how the control panel looks like. Yes, she is on XP:

I would say with a nose-steer that this is nothing more than visualization - most likely, the work program is loaded directly into the laser controller, and even if XP hangs up - the machine will not even notice.
Speaking of control panels. There were several companies that are engaged in the fact that they produce not machine tools, but control panels for them:

Some may even “update” the old machine by replacing the electronics cabinet with such a glamor touchpad:

But back to oursheep lasers.
Football lovers dedicated:
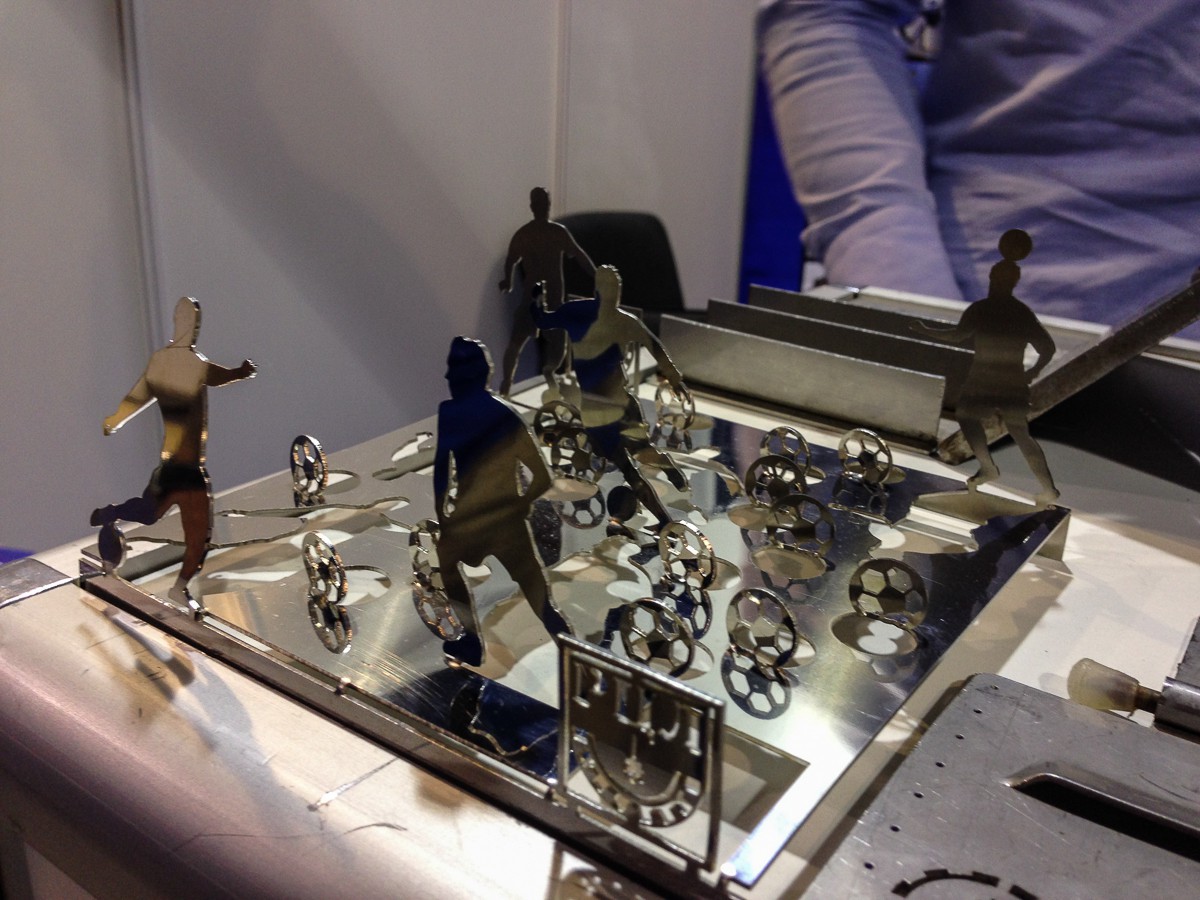
And the key chain, which was distributed to all interested:

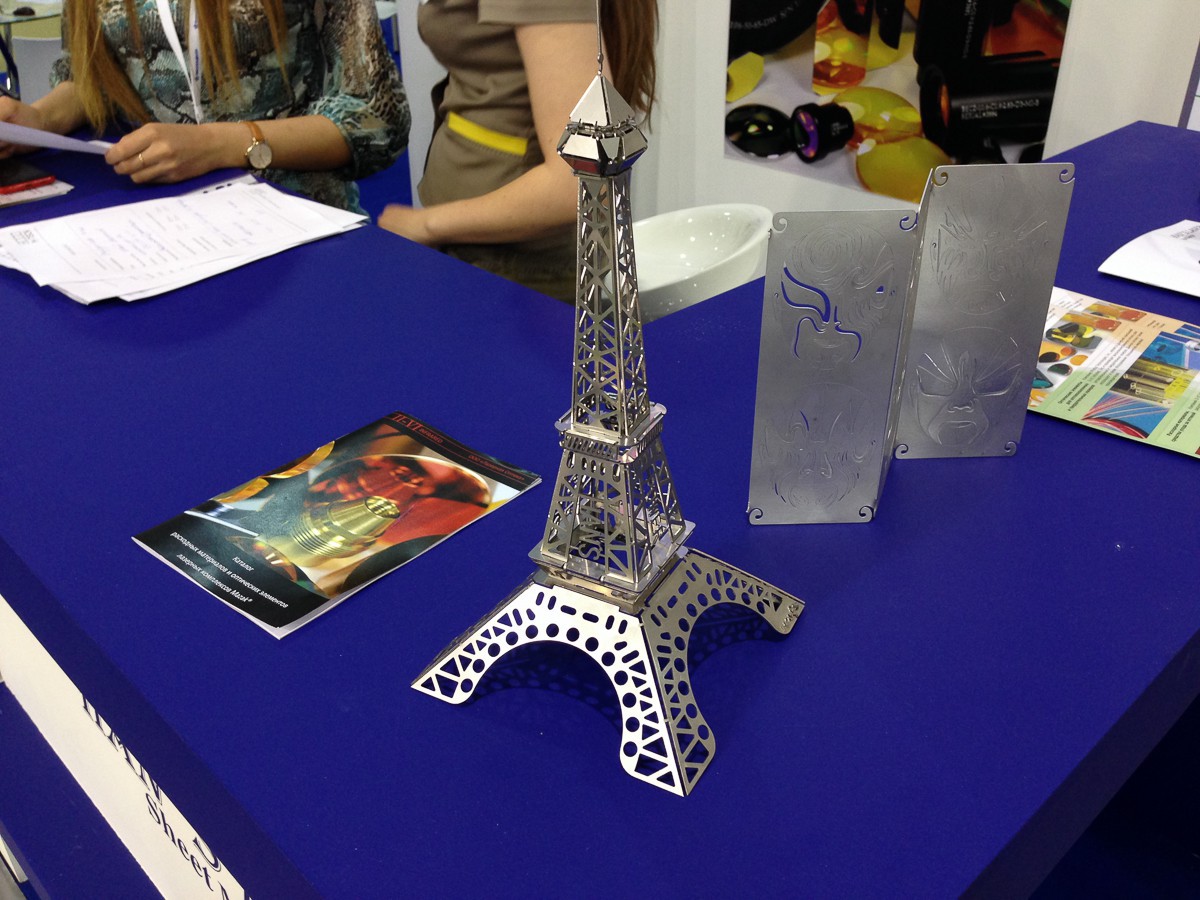
But the Eiffel Tower was not handed out - a piece exhibit:
Another laser (by the way, Russian), with a large number of degrees of freedom:

Can cut, can weld. Able to handle parts of complex shape, because it has an axis of rotation:
And this is how the insides of the control panel look like:
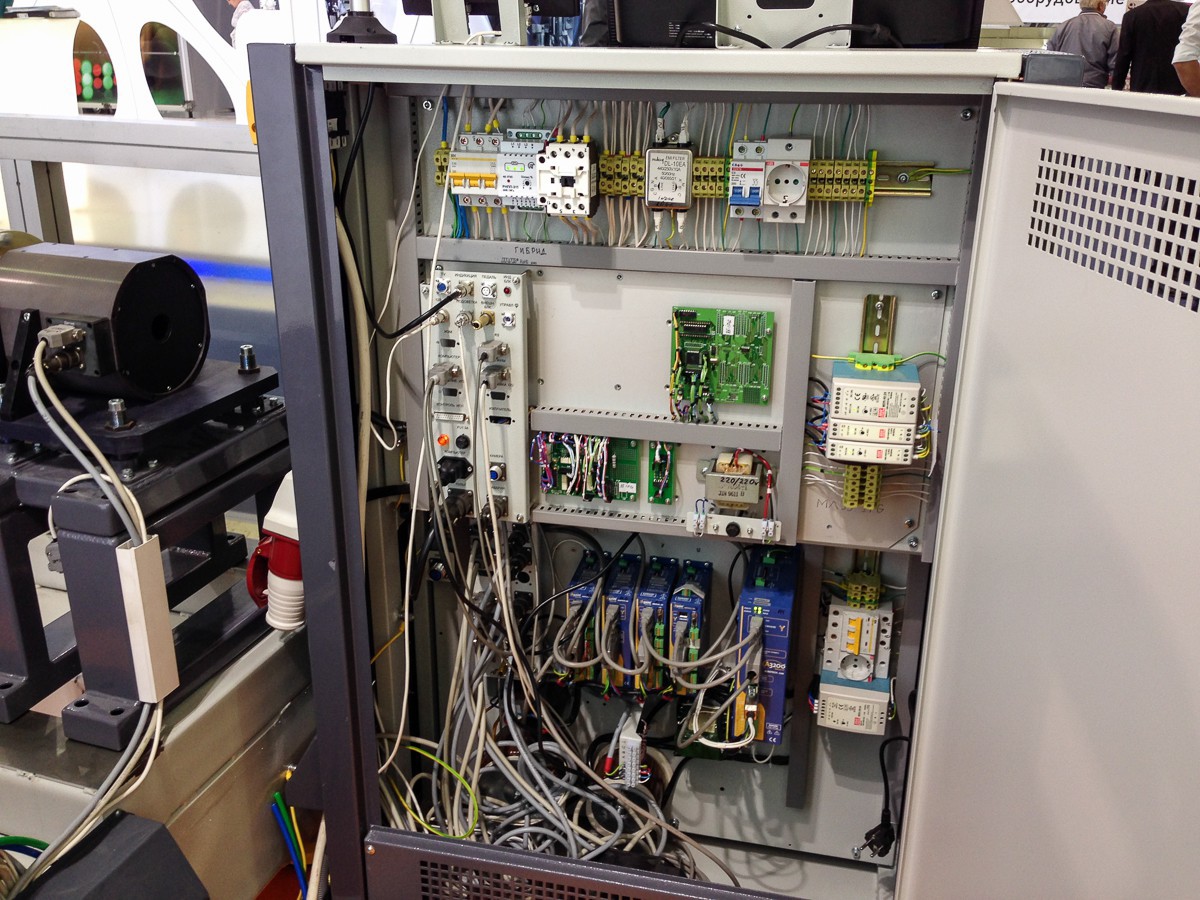
These blue bodies below are engine controllers:

If we talk about more complex metal processing than just cutting - various milling cutters come to mind.
Small, the size of a desktop 3D printer:

There are even options that use Dremel-type hand tools as an engine:

Here he really cuts the body of plastic, but can work on metal. Awesome cuts the case, by the way. I would have such a problem with the manufacture of cases for homemade products:

Milling bit a bit more (by the way, he makes a master punch for casting molds for the production of cookies):

That make small details, like this:
More:
Yes, they were sold directly at the exhibition:
Add degrees of freedom and increase size:

He can already make a model of DNA from an aluminum cylinder:

He, by the way, is also a revolver - he knows how to change the instrument quite funny:
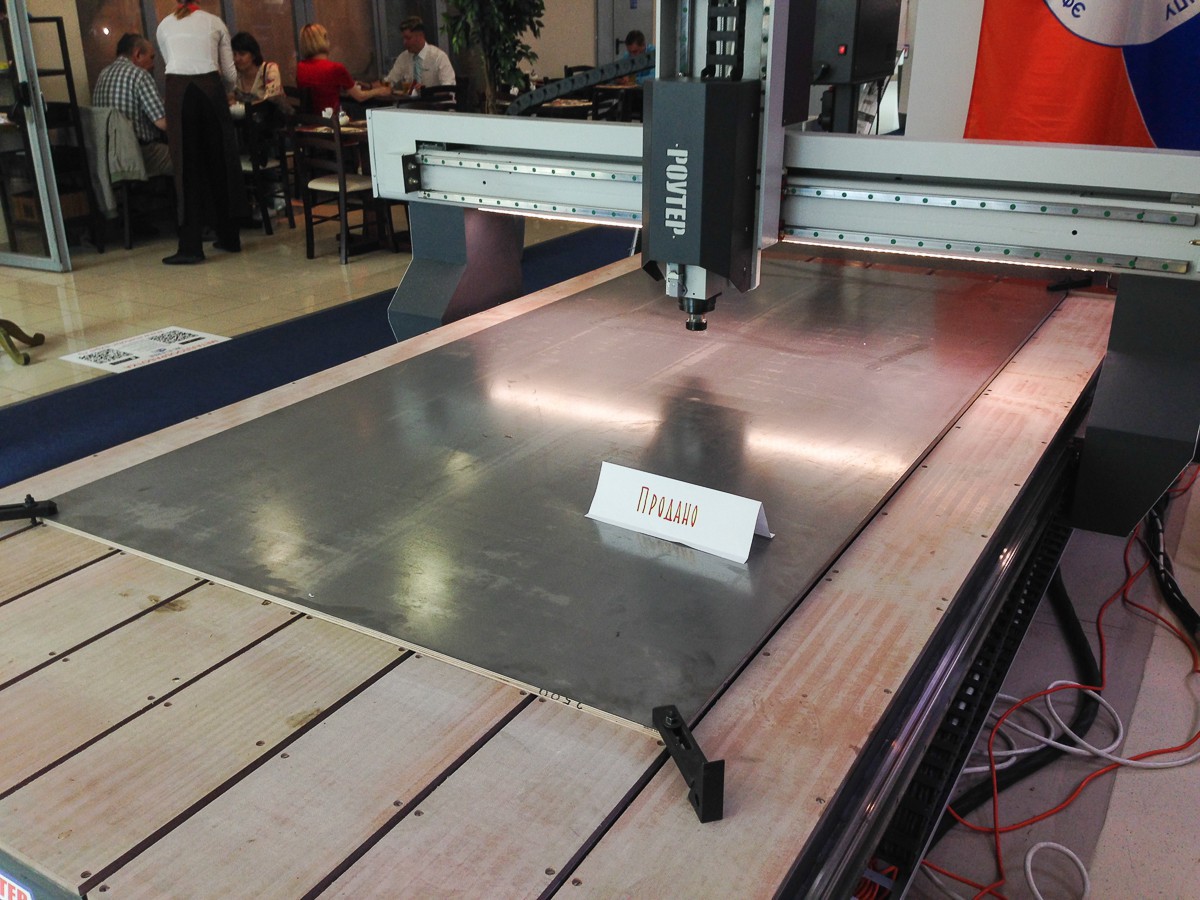
We increase the size and get just such a fool:

The work process is something that any engineer can stick to. You smell the emulsion, right?
It turns out just awesome:

Highly.

Use when processing coolant or not - depends on many factors. From metal, which is processed (solid steel can be processed without lubrication and cooling, and in viscous aluminum, the drill without coolant will stick and break), on the type of cutter, on the processing speed, and so on. Here, for example, processing "on dry":

But the cutting tool itself:
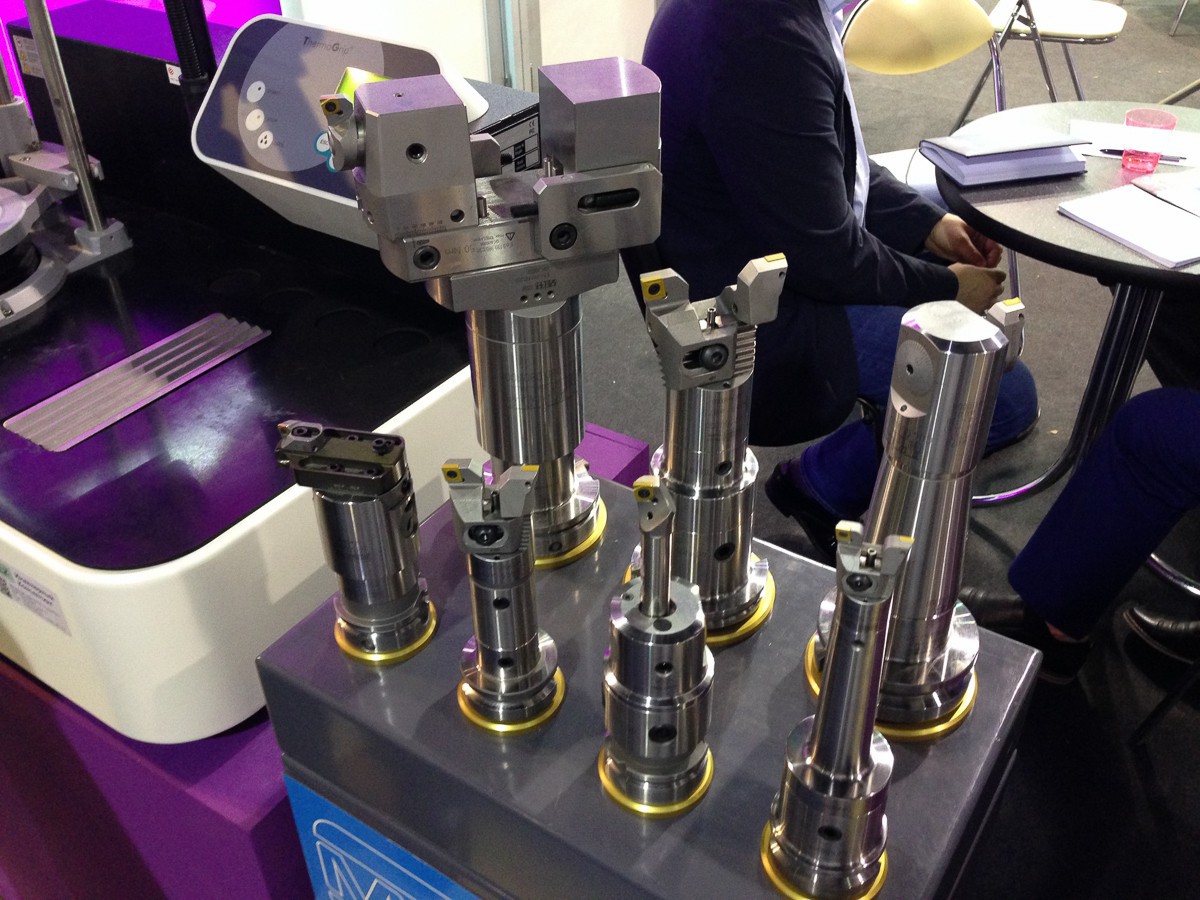
The cutting part itself is that small, yellowish one:

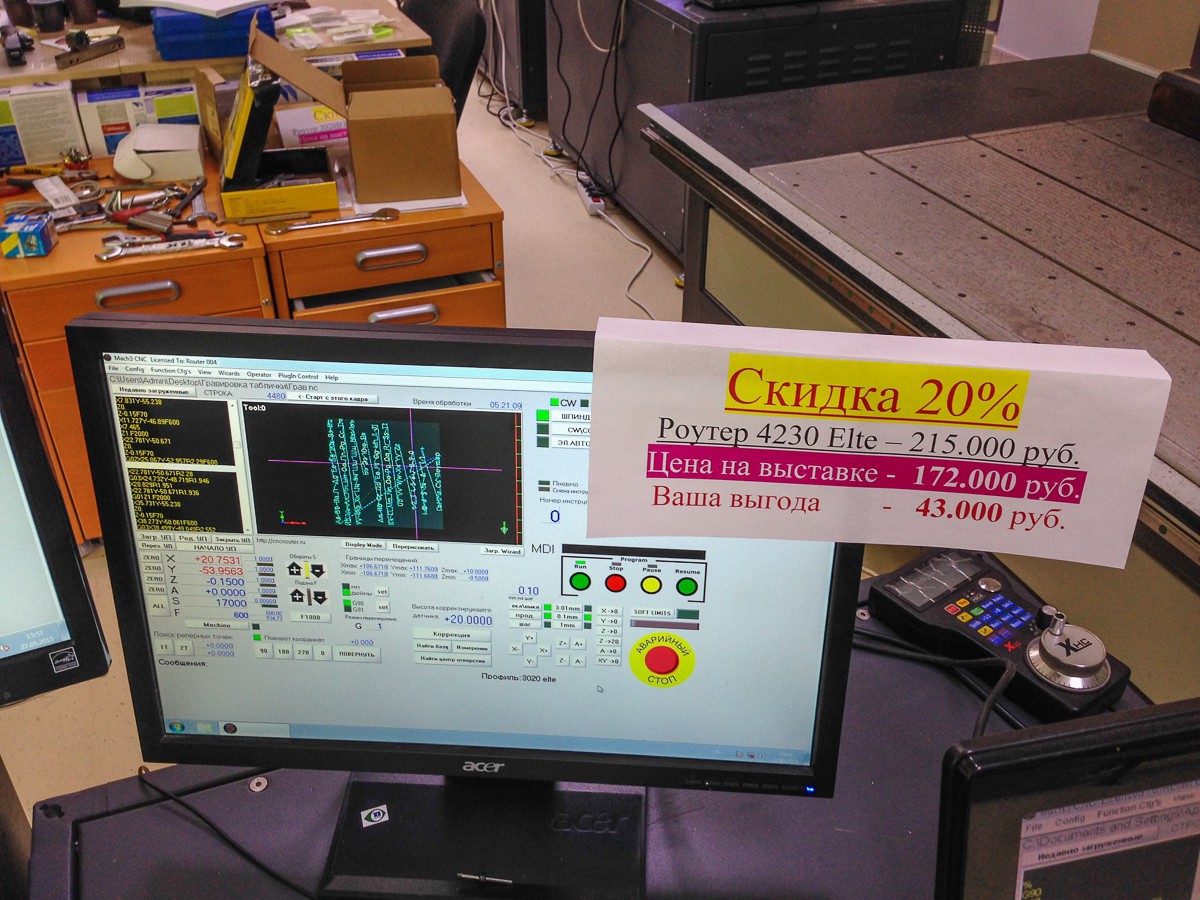
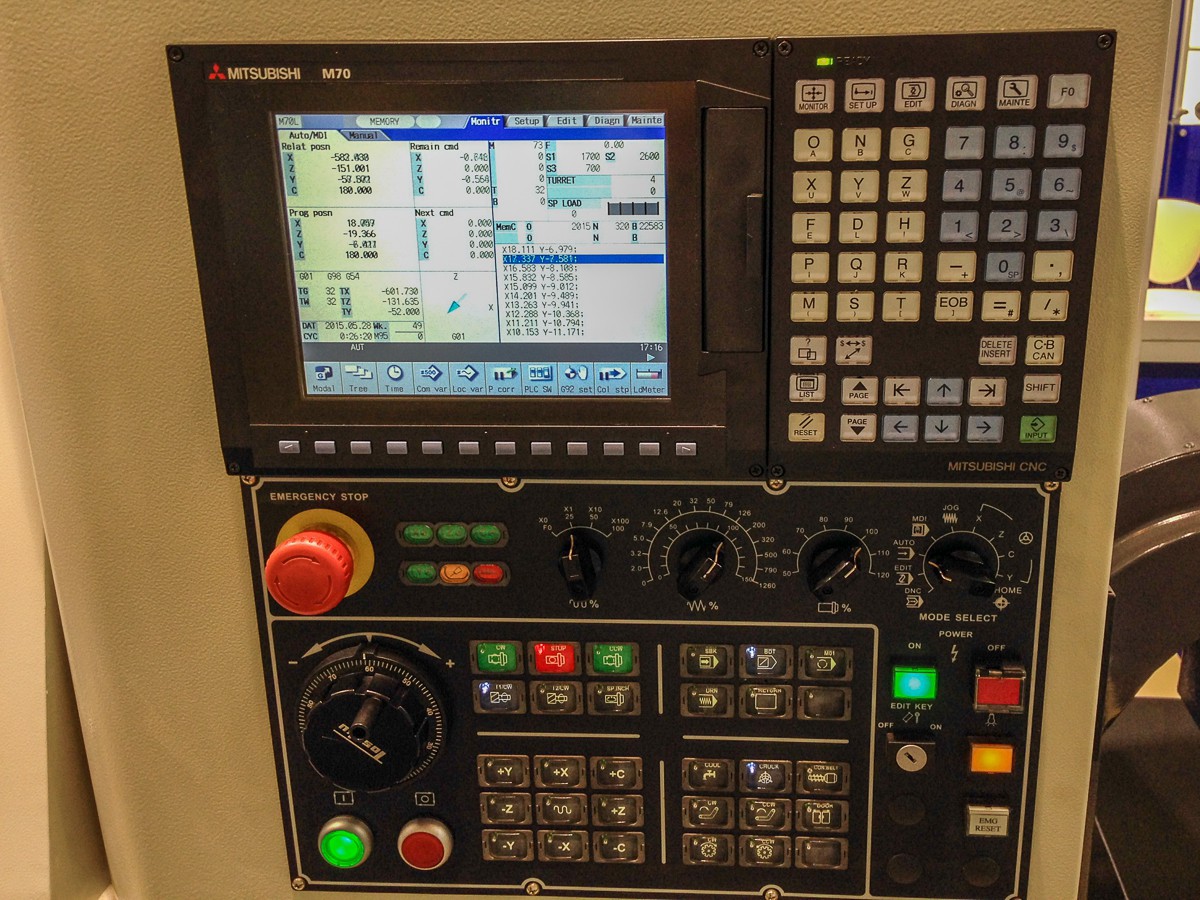
At the end of the section - what a small, butproud precise machine can do:
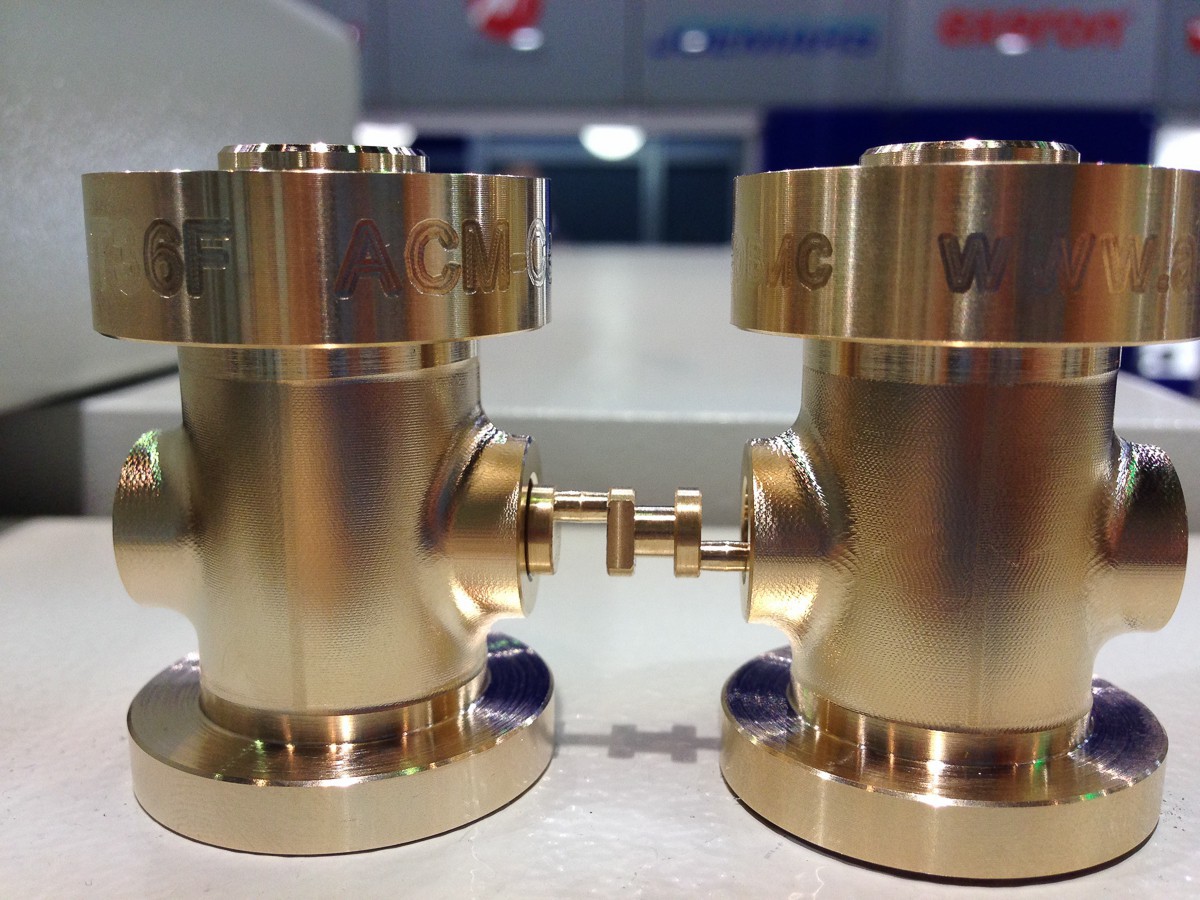
The control panel of this machine:
And a banquet next to this machine, apparently about the Nth sale:

Due to the very large volume of the article, it had to be divided into two parts. Read the second part here .


This time we visited all 7 pavilions, and therefore one part, along with gifs, weighs almost 50 megabytes.
Comrade! Be careful with the traffic going under the cat!
')
This is the first part of the article. Read the second part here.
The main theme of the exhibition this year was import substitution.
Almost the entire industry had certain problems with the purchase of new machines - the sanctions affected both the machines themselves and a large number of components for them. Because of this, there was a very large demand for similar machines manufactured in Russia, and the companies responded to this by presenting quite a few machines of their own production.
Let's start with the simplest - the company Didactic systems, which make laboratory stands for training specialists in a variety of specialties - from hydraulics and welding to the automation of production and smart home. For example, dear sorter:
It works on the basis of Siemens PLC Simatic S7-1200 :
It works like this:
Based on data from a magnetic sensor, it sorts plastic balls (white) and metal (shiny). This is not a real machine, but only a small model that allows students to understand how PLCs are programmed.
Engines and pushers, by the way, are not electric, but pneumatic. During the work warm tube and heart pshsh-pshsh are heard.
The following exhibit from the same company is made on hydraulics:
Unlike the sorter, it is not placed on the PLC, but on the relay (note the bottom of the frame). This is done because he has another task - to teach how to work with hydraulics (pumps, valves, engines, and so on), and not to understand the intricacies of programming.
The scheme is simple - the pusher stem extends; when it crosses the sensor's field of view, the motor shaft starts to rotate. Then the cycle repeats.
Then came the machine more interesting. For example, an electroerosive cutting machine (by the way, a St. Petersburg company):
The cutting node itself is closer:
It consists of, in fact, the part and the stretched wire, which is supplied with high voltage relative to the part. Due to the occurring discharges between the wire and the part, small metal particles are detached from the surface and carried away with distilled water (it should not conduct current, because it impairs the processing efficiency). The wire can be different - brass, copper, tungsten, molybdenum, in this case it is brass:
Since it also wears out - it is a consumable. It is continuously wound from one coil, passes through the cutting area and is wound onto another:
And this is another machine for EDM drilling holes:
It can pass parts with a complex surface, make deep thin holes (up to 400mm and thickness from 0.2mm to 6mm), work on very hard or poorly machinable materials. How the drilling process looks like - you can look at the example of another machine that does roughly the same thing (only the starting holes, not the through holes, and then other machines work on them).
At that moment, when the flow of water from the side changes color - and the electrode touches the part and, in fact, the drilling itself.
And here is the result:
There is such a machine about $ 35k.
You can make holes and cut materials in a dozen other ways. For example, waterjet cutting :
Such a machine cuts material with a thin stream of water with an abrasive ( garnet sand) under ultrahigh pressure (about 4000 atmospheres) and high speed. Here are the results of the work, beautifully located on the abrasive powder:
The advantage of this method of processing is that it does not overheat the part and can process a very large amount of different materials - from metals to ... tiles.
In my presence, the machine operator saved the repair to the uncle by cutting him a large tile to the exact dimensions, which the builders could not do.
But on the machine for 22 million rubles - it turned out. Of course, such a machine does not just make that kind of money - unlike cheaper counterparts, it can cut material at an angle, thanks to a head with 5 degrees of freedom:
Left - waterjet cutting of a
The machine is called the T3000 (everyone smiled here).
In addition to waterjet cutting, there is also a plasma one , which jokingly cuts such metal discs here:
Moreover, the device itself does not look very impressive - the size of a conventional welding inverter:
And the coordinate table takes an order of magnitude more space:
The plasma cutter has a particularly interesting nozzle structure:
Such a complex structure is due to the fact that there are two electrodes in the head, between which there is a plasma arc, insulation and channels of liquid or air cooling.
If the sheet of metal is to be cut simply along a flat line, saber cutters are used:
It looks spectacular - this cutter, without straining, cuts the sheet into such squares like this:
And this is a TNT-2510 CNC turret press.
Revolving - because it can use 58 different instruments at a time, which are in a special drum, like a revolver. Here in this:
Despite the fact that this is just a press, he can do things just as well as other milling machines. For example, here are the pictures:
Where the image is formed by holes of different diameter:
And can do these nice grills:
Versatility!
There are also presses that make not just holes, but various cuttings, squeezing, stamping and other cute things:
True, each such piece needs special equipment:
And there are CNC presses that bend metal workpieces in semi-automatic mode. In a sense, he bends it himself, but the operator is needed in order to slip it into the right place:
By the way, the production of Belarus. The working area itself looks like this:
Actually, the machine can only lower the top snap down, but it does so with great precision and power. And as a result of work from such a blank:
It turns out this card holder:
But a piece of the bending process:
As a result, from a billet (which must also be pre-cut from a sheet of metal, for example, with a laser) we get the following box:
Here on another bending machine (not so advanced, really), you can see what are the tools for bending:
And these are already more powerful machines that can bend thick metal profiles:
It is arranged quite simply - a pair of rollers, the height of which can be changed, driven by the engine:
The profile passes between them, being forced to bend following their location.
To facilitate the process there is a coolant supply system (coolant) - the orange tubes in the photo above.
And who reminds me of this machine?
Right!
In the case of cutting not sheet metal, but for example, pipes, use various clever mechanized means:
Two rotating blades gently cut the pipe, without changing the geometry and providing a flat joint for subsequent welding:
If you need to cut some thick parts - banding machines come to the rescue. From very small:
And a little more:
To large:
Their distinguishing feature is that their canvas is coiled into a ring and has no beginning or end. Moreover, passing through the machine, it is rotated by 45 degrees twice - moving from the drive drum to the cutting zone and back.
Such machines are capable (with coolant, of course) to cut very thick metal blanks:
Another large class of machines is lasers. Not all of them cut metal; only evil and powerful machines can do this, like this:
It is closed from all sides because to look at the laser, the cutting metal is not the best idea. First, a hundredth or even a thousandth of the power that does like this is able to provide a pension and a guide dog in a split second:
Secondly, this very power perfectly evaporates the metal during cutting, and the inhalation of vapors also does not add health to the operator. Inside the laser looks something like this:
And this is how the control panel looks like. Yes, she is on XP:
I would say with a nose-steer that this is nothing more than visualization - most likely, the work program is loaded directly into the laser controller, and even if XP hangs up - the machine will not even notice.
Speaking of control panels. There were several companies that are engaged in the fact that they produce not machine tools, but control panels for them:
Some may even “update” the old machine by replacing the electronics cabinet with such a glamor touchpad:
But back to our
Football lovers dedicated:
And the key chain, which was distributed to all interested:
But the Eiffel Tower was not handed out - a piece exhibit:
Another laser (by the way, Russian), with a large number of degrees of freedom:
Can cut, can weld. Able to handle parts of complex shape, because it has an axis of rotation:
And this is how the insides of the control panel look like:
These blue bodies below are engine controllers:
If we talk about more complex metal processing than just cutting - various milling cutters come to mind.
Small, the size of a desktop 3D printer:
There are even options that use Dremel-type hand tools as an engine:
Here he really cuts the body of plastic, but can work on metal. Awesome cuts the case, by the way. I would have such a problem with the manufacture of cases for homemade products:
Milling bit a bit more (by the way, he makes a master punch for casting molds for the production of cookies):
That make small details, like this:
More:
Yes, they were sold directly at the exhibition:
Add degrees of freedom and increase size:
He can already make a model of DNA from an aluminum cylinder:
He, by the way, is also a revolver - he knows how to change the instrument quite funny:
We increase the size and get just such a fool:
The work process is something that any engineer can stick to. You smell the emulsion, right?
It turns out just awesome:
Highly.
Use when processing coolant or not - depends on many factors. From metal, which is processed (solid steel can be processed without lubrication and cooling, and in viscous aluminum, the drill without coolant will stick and break), on the type of cutter, on the processing speed, and so on. Here, for example, processing "on dry":
But the cutting tool itself:
The cutting part itself is that small, yellowish one:
At the end of the section - what a small, but
The control panel of this machine:
And a banquet next to this machine, apparently about the Nth sale:
Due to the very large volume of the article, it had to be divided into two parts. Read the second part here .
Source: https://habr.com/ru/post/259261/
All Articles