WMS setup in stock with narrow aisle technology
About the article
Implementing a warehouse management system is a difficult but challenging task. The most common mistake of the end user usually lies in the fact that he is confident in the omnipotence of the software product, and the beginner implementer in his confidence in “best practices” and “industry solutions”. Warehouses are more similar not in terms of industry focus, but in terms of storage technology and cargo handling, and “best practices” require the addition of real experience. In this article I will try to cover the main differences between the two most frequently used storage technologies, as well as the nuances that must be taken into account in order to carry out a really high-quality implementation. Where better to know this in advance than to encounter during go-live, when every minute of idle time will be incredibly expensive.
Wide Pass and Narrow Pass Technology: Introduction
The most common storage equipment that is used in the organization of the storage system is the front racks for pallets. They look like this:

')
Their installation is made - for stability - in double rows. And stability is definitely needed, since the weight of one pallet with a pallet area of 1200x800 mm can be 1000 kg (the illustration above, by the way, shows the storage of 2 pallets in one section, which is more typical for pallets with an area of 1200x1000 mm or 1200x1200 mm, and their weight can be even greater). In order to place or withdraw pallets in such a rack, access to the row is required to organize access for the handling equipment: loader, stacker, and the like. The type of equipment is selected depending on the required load-carrying capacity and the height of cargo handling (the loader, for example, works up to about the height of the 3rd tier, and there may be 7 in the warehouse), and also - which is also quite important - depending on the turning radius: because between the rows it is necessary to leave the aisles (they are often called avenues), where the equipment will work, and the narrower the aisles will be, the more rack structures we will be able to install, and the more efficiently the existing space will be used.

However, there are some nuances here: the wider the passage, the more we can simultaneously accommodate employees and / or units of equipment in it when performing the required operations. Accordingly, in narrow aisles we are deprived of this possibility: only one piece of equipment can fit there, which drives into it either along mechanical guides (“rails”) or using induction tracking (“induction”). Due to the very significant difference in the methods of performing various operations, the concepts of “wide pass technology” and “narrow pass technology” appeared. Actually, here we are confronted with one of the main tasks of warehouse logistics: the search for the optimal balance between the efficient use of volume and productivity of cargo handling.
From the point of view of warehouse automation with the help of the centralized operations management system (WMS - Warehouse Management System), the control algorithms, on the basis of which tasks are issued to end users, also have cardinal differences, the main of which is “parallel” and “sequential” development of tasks. As mentioned, the wide passage allows you to perform tasks in parallel to several performers, and a narrow passage requires the presence of only one performer in the passage, and therefore you need to manage the execution queue of tasks, and ensure correct distribution across the performing resource. The main emphasis - as the name of the article suggests - I will do precisely on the specifics of a narrow-passage technology, the opinion of which varies greatly: some experts claim that it is absolutely ineffective, others - that with its help you can do real miracles. Anyway, to increase the capacity of the warehouse with its help can be quite significant - there are living examples when 1200 pallets turned into 1800. However, narrow passages impose an incredible number of restrictions: if you do not have experience in setting up or developing an automation system just for such warehouses, There is a chance that "take off" will not work.
Why is a "through" warehouse not always good, and why should products be placed in a "cross" way?
One of our first projects (more than 100 of them have already been implemented in 11 years) was implemented just in the classic narrow aisle warehouse. The management gave the logistics director the task of increasing the capacity of the warehouse, and he focused on the installation of new racks and the purchase of specialized equipment. From the point of view of storage volume, he solved the problem, but by the number of operations he received an unexpectedly bad result. An analysis of the situation showed that the pilers make a large number of “pendulum” movements, to reduce which it is required to develop and implement an effective cargo placement strategy.
It was decided to close the problem by implementing WMS. At that time, a self-written address storage system was introduced, and even a “paper-based” task distribution technology, so automation at the “press the button and perform a miracle” level was completely ruled out. In addition, there was the problem of determining regulatory performance: some employees performed the same number of tasks in one shift as did their colleagues in one and a half or two shifts. Obviously, there was a need for centralized dispatching of tasks to ensure uniform load and the inability of the operator and the contractor to form the most "winning" list of tasks for the "chosen".
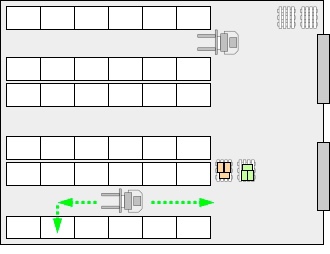
The first step that has been taken is the implementation of the “transverse storage” strategy. A non-automated warehouse, where employees have to independently search for the required goods, they try to place the goods of the same group, or of the same name, as close as possible to each other, as a rule - longitudinally in one aisle. If the batch of goods that we need to place consists of several pallets of the same name, then a much greater effect can be obtained by placing them not in one pass, but “across” the passages, that is, put the first pallet in the 1st pass, the second in the 2nd, and so on. Thus, if our shipment is made by pallets, and you can find in the order not 1, but 2 or 3 pallets, then not one piece of equipment will be taken out of them, but several at once, since several passes are involved. This complicates fragmentary inventory and product search in the “manual” mode, but if there is a management system, these shortcomings are eliminated.
The second step is to change the placement strategy in time. The exit from production (it is the entrance to the warehouse) was located on one part of the warehouse, and the docks for shipping products (exit from the warehouse) were on the other. It is this kind of warehouse that is usually called “end-to-end” because the products seem to pass through it. On the one hand, such a structure seems to correspond to some mythical "principles of building an ideal warehouse," and on the other hand, and in practice, it greatly complicates any optimization. For example, if we decided to use cargo placement optimization in terms of frequency of calls, the most popular cargo would have to be carried along the longest path to the cells located closer to the docks. Due to this dilemma, we decided to try to place the goods in the most intensive production hours - closer to the exit point (in order not to overfill the buffer areas between production and storage racks), and in the least intensive ones - to ship the goods to the farthest cells. At the level of the operational production plan, the most popular positions were issued just at the time of the greatest “unloading” of the warehouse. The result is a performance increase of 20%.
The third step is the prioritization of tasks from the current location of the stacker and taking into account the position of the forks. That is, until the stacker has completed all the tasks in the current pass, it does not travel to another pass. Such an approach requires care when sending orders to work, but - on the other hand - reduces one of the most resource-intensive operations to move to another alley or turn fork. The result - managed to increase productivity by almost 10%.
The last step in optimizing warehouse processes was to modernize the current incentive scheme for employees, but here - after long disputes - it was decided to leave the existing option when the employee received a certain amount for each operation. Since the employee could not choose which operations to perform (unlike the current paper technology), the distribution of remuneration has become more equitable. The project was recognized successful and continued as part of the following tasks.
Two-stage placement, batching and alternation of tasks
Already in a somewhat distant future, on a completely different project, we used another approach that would allow us to solve a lot of problems in the above designated warehouse. This is a two-stage arrangement of cargo in narrow aisle racks. In a separate buffer a certain number of pallets are collected, which must be placed on the racks. They are grouped along alleys (not necessarily physically, the main thing is at the task level), and foot workers with hydraulic trolleys receive tasks for rolling pallets into alleys, starting from the most distant place where the control system has placed the cargo, to the nearest one. Each pallet is placed directly in the aisle, under the cell where the WMS has “targeted”. The work of the stacker is only to enter a row, drive up to each pallet and raise it to the required place.
If the stacker has a restriction on the rotation of the forks in the aisle, this approach will not work. But if there is no such limitation, then due to this approach, the constant movement to the beginning of the series is excluded, and the operation of heavy equipment becomes much more rational. This approach is consistent with the concept of “batching,” when we wait for their accumulation before starting to complete tasks. Thus, together with all the advantages of this approach, we will get the disadvantages (the need for a clear separation of packages of operations in time, for example).
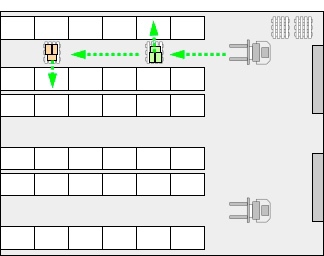
Some WMSs have a “task alternation” functionality, where the technician can perform different types of tasks in parallel mode, depending on the current priority picture and location. Let us, for the sake of simplicity of example, consider first how such a technology should ideally work in a warehouse that uses wide-pass technology and the stacker can go to the dock. Then, an employee on a stacker, on assignment, drives up to the pallet on the dock, takes it to the forks and places them on the rack. Immediately after that, he receives an assignment to take a nearby other pallet, and lower it to the first tier (complete the replenishment), and - since he has to go to the dock again in order to place the next pallet, he receives another assignment for exporting another not far from the pallet located on the neighboring dock, after which the next cargo is taken for placement. Let us now consider how to apply this in relation to narrow passages. To begin with, the stacker will not be able to go to the dock. Theoretically, yes, but in practice he will spend a lot of time stabilizing in the aisle, and not always the height of the ceiling above the dock allows the high-altitude narrow aisle stacker to go there. We also note that if we decided to place the goods in two stages, as discussed above, we will not be able to implement them explicitly when placing any alternation of tasks. Nevertheless, let us imagine that we do the placement through transit cells in the end part of the rack. This means that in order to place the pallet in the target location, it is first placed in the cell to which the stacker has no access to the number in the row. The stacker drives out, takes the desired pallet, and then puts it in the target location. If, when moving in the opposite direction, he needs to complete the task of exporting a pallet, then it should be understood that the buffer cell where he will deliver it should be empty. Thus, in such a technology, there should be separate (physically separated) buffer cells for both the incoming flow into the given alley and the outgoing one. At a minimum, there may be two of them (one at the entrance, the second at the exit), but each may have a capacity corresponding to the physical possibilities of using the available area. I will not restrain myself from a convincing request not to engage in amateur activities, and not to implement input and output through the same cells: the same input and output buffer must have double capacity, and increases the probability of making a mistake, so there are no miracles.
“High-altitude pickup? What is there to automate? Any cell for storage and for the selection! "
A separate conversation deserves a set using the so-called High-Level Order Pickers (HLOP). For narrow aisles, this equipment is very similar to standard narrow aisle stackers, but at the expense of some features allows you to work not only with pallets, but also to perform set operations. In front of an employee, a pallet is located at a certain height, which - in fact of increasing its height when recruiting - can be lowered lower, making it possible to carry out freight handling without the need to bend or reach up.

At first glance, a warehouse with such equipment works on the principle of “the entire warehouse is a set zone”. Whatever may seem, it is completely wrong. Firstly, only at a very, very low-intensity warehouse, employees at narrow aisle high-level commissioners will quietly drive around, waiting for their colleagues to complete their assignments. Recall that a lot of time is spent on stabilizing in a row. Secondly, there are a number of goods that are extremely difficult to collect on the upper tiers: for example, 25-kilogram bags. Whatever the ergonomics, such positions are better placed in wide aisles on the first tiers. Thirdly, another problem appears - order fragmentation. Since each unit of technology is assigned its own area of responsibility, one order can get several performers. Thus, after recruiting, it is necessary to perform the consolidation of the obtained parts. Alternatively, you can use the so-called “set with transfer”, when after dialing by one employee, the pallet is transferred to another employee to continue the operation. If this is not possible, then it is necessary to provide a sufficiently capacious section where additional cargo handling will be carried out: fragments of the same order, collected by different performers, will be combined into one package and placed on the same carrier.
When placing goods, it is required to provide an extremely uniform load on the warehouse, so that none of the equipment units with the above described technology would become a “bottleneck”. And - since this technology is very close to a sequential pipeline assembly, professional WMS have special strategies for sending orders to work, which allow to calculate the optimal next order for processing, based on the already calculated load for each contractor, as part of the current package (for example, a flight). If the stock has a simple product that does not have such functionality, then with a high intensity of operations, the dispatcher may simply not be able to cope with its functionality, which will lead to a significant decrease in productivity.
Finally
Separately, I want to note this fact: the average manager, working in an enterprise that does not deal with the introduction of software products, takes part in about 3-4 projects in his entire career. Those who are professionally engaged only in such projects can take part in more than a hundred in their careers. It is quite clear who will have more chances for successful implementation, but very often one has to see how internal employees of the company try to implement their own systems based only on personal experience. We decided to save on the product and implementation - do not save on the formulation of the problem, and order at least professional consulting.
Source: https://habr.com/ru/post/254295/
All Articles