Home CNC router as an alternative to a 3D printer, part two
I was ashamed the other day, saying that I swear on amateurs, but I don’t write anything good, but promised a “series of articles”. I had to get an old draft and modify it. For the forgotten - the first part about the choice of the machine here .
Suppose that you have decided on a frezer model, conducted initial negotiations with a supplier and began to prepare for the purchase morally. What else is needed to get started?
Although many suppliers are investing in a kit “starter kit”, for comfortable home use it will be clearly insufficient. So immediately begin to search / buy / do the following:
')
- Cutting tools - mills / engravers and burs
- Additional collets to the spindle
- Table fasteners
- Isolation and / or chip removal system
And yes, I’ll make a reservation right away: this article concerns home milling machines with Kress spindles or Chinese Er11 collets, so firstly we assume that the mill shank has a cylindrical shape up to 6 mm (Kress has 8, but you can’t call his work with 8k - it is weak), secondly, the mechanical tool does not make sense - the power is not enough, and thirdly, the drill-sweep-taps-flykattery are not available, because the minimum speed - 6000 rpm.
We have a milling machine, so about the cutters in the first place. Cutters are divided by:
1. Cutting edge profile
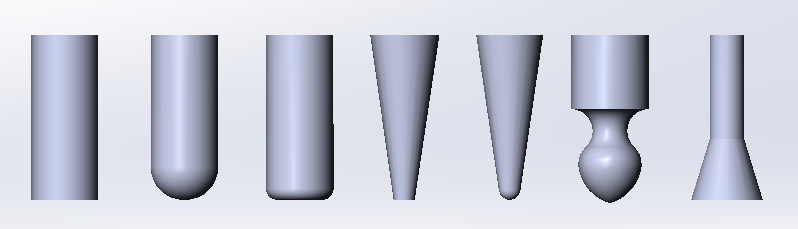
1.1. Straight lines (end mill) - a mill with a cylindrical working area, ideally giving a groove with a perfectly rectangular bottom
1.2. Round (ball mill) - a milling cutter with a working area ending in a radius, ideally giving a groove with radius walls
1.3. Bull nose mill is a straight mill with a rounded edge, giving a groove with a straight bottom, but a radius transition between the bottom and the wall.
1.4. Cone (cone mill) - milling cutter with a conical work area, ending with a radius or a straight platform
1.5. Profile mill - cutters with a specific profile, in the case of CNC, can make sense either to speed up the work or to create undercuts.
1.6. Slot (slot cutter) - cutters for creating grooves with undercuts such as T-grooves, pastas, O-grooves, etc.
2. The method of discharge chips
1.1. Spiral with chip removal up - work on most materials.
1.2. Straight, they are half-pipe mill, they are also engravers in the Russian-language literature - without removing chips, suitable for layered materials such as plywood, getinaks, etc., or for cutting sheet plastics, when a spiral mill can lift material above the table
1.3. Spiral with chip removal down - for laminates, if it is important to ensure the most even cut of the laminating coating
1.4. Spiral compression mills with a variable helix, the lower part pulls the chips up, the upper one - down, for double-sided laminates, most often for cutting the alucobond / dibond.
3. The number of cutting edges
To work with plastic / wood, one-two-double cutters are usually enough in the whole range of sizes, with 4-6 mm color may already need 3-4 grades.
4. The ratio of the working part to the shank
4.1. Uniform - the same working part and shank.
4.2. Bareback - shank wider than the working part. Actually for small mills.
4.3. Extended - often for shaped milling cutters, I have never seen such ones on sale, but I did it myself, the shank is already the working part.
5. Material, sharpening angle, spiral angle, coating, etc.
It’s probably useless to list here - there are a lot of technologies. It is worth noting that the manufacturer usually writes the recommended material and the quality of processing (draft / finishing), if you buy at Ali, where the seller has disdained to give recommendations or recommendations clearly fake ("super clean processing of titanium / diamond / sausage / plywood"), try to find outwardly similar cutter (spiral, one set, yellow) from a well-known manufacturer in the catalog and be guided by this data.
Separately, it is worth highlighting the boring cutters - cutters with a large number of very small cutting elements and a relatively powerful core. Such mills are designed for finishing or surface treatment of materials such as grinding, removing a thin layer, engraving solid materials, etc.
Theoretically, with a machine tool you can use drills, but do not forget to take into account the momentum. Still, the drills are usually designed for a drill, where the speed rarely exceeds 800 rpm, and on the spindles under discussion 6000 is at least. However, for small drills it will be more likely a plus, but if it comes to 3 mm or more, firstly try to get drills with coating, and secondly, build a trajectory for drilling in such a way that the drill does not have time to overheat.
Since we have a supplier at best, a Russian reseller, and at worst a Chinese, we should count on minimizing the set. A more or less serious work with the machine means the presence of a certain number of cutters, most likely with different shanks. Theoretically, there are adapters for sale - additional collets, which allow inserting a cutter with a shank of 3 mm into a collet of 6 mm, but it is worth remembering that this will firstly reduce rigidity, and secondly will decrease the accuracy of the cutter installation.
Of course, the set of collets is secondary to the used cutters, if you have already decided on a set of cutters, then you can not be too sophisticated and collect the collets for your set. However, collets are usually less accessible than cutters and you can find yourself in a situation where there is a cutter and you can wait 3 weeks for the collet from China, so I recommend taking at least 3 pieces: 6 mm (maximum), 4 mm (most often under it there are small mills and conic engravers) and 3 mm (smooth finishing mills).
Er11 standard implies a full range from 0.5 mm to 7 mm in increments of 0.5, i.e. collets are 0.5-1, 1-1.5, 2-2.5 mm and so on.
Kressovsky spindle has a proprierial collet, but due to the prevalence of the spindle itself and clones / fakes, getting the collet is not a problem. In stock, shops usually have collets of 3,4,5,6 and 8 mm + 3.175 mm of the “American standard”, in which we find burrs and engravers. At the same time, the grip itself is four-part, i.e. The clamping range is hardly much larger than a pair of a dozen, so there will simply be nothing to clamp the cutter with a 3.5 mm shank. However, this is unlikely to be a problem in home use.
I almost forgot: the collet is usually sold separately from the nuts. In principle, there is no problem in transferring the collets in one nut, but I am lazy, and there is a small one, but the likelihood that when transferring, you will bring some garbage into the thread, and this is dangerous for the thread.

Most home routers are equipped with either a T-slot table or tables with a grid of tapped holes. In either case, the most common fastener looks like a steel or aluminum clamp with one threaded and second smooth hole. A T-bolt is inserted into the T-slot, which passes through the clamping hole and is fixed with a nut, the second bolt squeezes the clamp from the table. Included with the machine are usually 4 clamps, which with intensive use rather quickly fail: cut the threads on the screws and clamps. Sometimes, instead of a T-bolt, the Chinese put the usual bolts and T-nuts in the kit, I recommend immediately taking care to replace them with T-bolts.

Instead of back (stop) screws, you can adjust pieces of material or special stepped wedges, but in the case of working with slippery plastic, this can do a disservice: the fastener will “crawl away” from the fixed material.

An alternative to the clamps can serve as a machine vise - a special vise with a minimized height and adapted for installation on the table handle (or turnkey). Plus - a lesser hassle when installing the material, repeatability, relative accuracy. If you work with similar small workpieces, you can set a yew once in your life, write down their coordinates and then build on them. Cons - most of the finished vice eats up to 20-30 mm in height at least, and the discussed machines rarely have more than 70 mm under the portal, well, and with large sizes, the yews will be incredibly expensive.
Another option is gluing the blank to the table. Oddly enough, the strength of the hold on a good double-sided adhesive tape is enough even for a gentle engraving of non-ferrous metal, not to mention plastics. In the not-for-night Roland mentioned, even in the instructions there was something about the scotch tape written. The disadvantages are obvious: variable reliability, well, the main thing is to tear off an already finished product, and then clean it from adhesive tape.
And finally - exotic for home machines, vacuum clamp. In principle, not such a complicated thing, but it requires an additional vacuum pump and still eats at least 10 mm of height.
One of the most common problems of using a router at home is noise and dust. And if you can still put up with the noise, then the dust vybeshivaet specifically. And in the case of processing stone / getinaks / glass / composites - the dust is also harmful.
There are two possible options for the struggle: active aspiration with a vacuum cleaner with a brush mounted on the spindle, and the creation of a “cabinet” for the machine.

The brush seems to be good, but with many hours of trajectories, the roar of a vacuum cleaner creates a unique atmosphere in the house. Well, if there is a deep sampling, the brush pile constantly bends and deteriorates rather quickly. Therefore, we left the aspiration system only on the largest mill, and small ones were removed to the offices of transparent polycarbonate and laminate. Not so compact, of course, but the office extinguishes both a little sound and dust.
And finally - a small bonus. My personal set of the “young fighter”, which I buy / do for each new router (the main work is 3D milling of forms according to PP, POM, PET, composites):
Cutters:
Collets: 3, 4, 6 mm, all complete with nuts.
Fasteners: hardened T-screws 80 mm + hardened screws for stops.
Cabinet - homemade.
Industrial vacuum cleaner. In principle, now came up with a cabinet without a bottom in which the chips will be poured into the box itself, so the vacuum cleaner will not be very necessary. But before that - I bought in every new place where we put the machine, without a vacuum cleaner from the cabinet, it is very difficult to get chips.
This set is quite enough in 99% of cases.
On this, allow me to bow out, next time - a little about software, general concepts of processing and processing strategies.
Suppose that you have decided on a frezer model, conducted initial negotiations with a supplier and began to prepare for the purchase morally. What else is needed to get started?
Although many suppliers are investing in a kit “starter kit”, for comfortable home use it will be clearly insufficient. So immediately begin to search / buy / do the following:
')
- Cutting tools - mills / engravers and burs
- Additional collets to the spindle
- Table fasteners
- Isolation and / or chip removal system
And yes, I’ll make a reservation right away: this article concerns home milling machines with Kress spindles or Chinese Er11 collets, so firstly we assume that the mill shank has a cylindrical shape up to 6 mm (Kress has 8, but you can’t call his work with 8k - it is weak), secondly, the mechanical tool does not make sense - the power is not enough, and thirdly, the drill-sweep-taps-flykattery are not available, because the minimum speed - 6000 rpm.
Cutting tool
We have a milling machine, so about the cutters in the first place. Cutters are divided by:
1. Cutting edge profile
1.1. Straight lines (end mill) - a mill with a cylindrical working area, ideally giving a groove with a perfectly rectangular bottom
1.2. Round (ball mill) - a milling cutter with a working area ending in a radius, ideally giving a groove with radius walls
1.3. Bull nose mill is a straight mill with a rounded edge, giving a groove with a straight bottom, but a radius transition between the bottom and the wall.
1.4. Cone (cone mill) - milling cutter with a conical work area, ending with a radius or a straight platform
1.5. Profile mill - cutters with a specific profile, in the case of CNC, can make sense either to speed up the work or to create undercuts.
1.6. Slot (slot cutter) - cutters for creating grooves with undercuts such as T-grooves, pastas, O-grooves, etc.
2. The method of discharge chips
1.1. Spiral with chip removal up - work on most materials.
1.2. Straight, they are half-pipe mill, they are also engravers in the Russian-language literature - without removing chips, suitable for layered materials such as plywood, getinaks, etc., or for cutting sheet plastics, when a spiral mill can lift material above the table
1.3. Spiral with chip removal down - for laminates, if it is important to ensure the most even cut of the laminating coating
1.4. Spiral compression mills with a variable helix, the lower part pulls the chips up, the upper one - down, for double-sided laminates, most often for cutting the alucobond / dibond.
3. The number of cutting edges
To work with plastic / wood, one-two-double cutters are usually enough in the whole range of sizes, with 4-6 mm color may already need 3-4 grades.
4. The ratio of the working part to the shank
4.1. Uniform - the same working part and shank.
4.2. Bareback - shank wider than the working part. Actually for small mills.
4.3. Extended - often for shaped milling cutters, I have never seen such ones on sale, but I did it myself, the shank is already the working part.
5. Material, sharpening angle, spiral angle, coating, etc.
It’s probably useless to list here - there are a lot of technologies. It is worth noting that the manufacturer usually writes the recommended material and the quality of processing (draft / finishing), if you buy at Ali, where the seller has disdained to give recommendations or recommendations clearly fake ("super clean processing of titanium / diamond / sausage / plywood"), try to find outwardly similar cutter (spiral, one set, yellow) from a well-known manufacturer in the catalog and be guided by this data.
Separately, it is worth highlighting the boring cutters - cutters with a large number of very small cutting elements and a relatively powerful core. Such mills are designed for finishing or surface treatment of materials such as grinding, removing a thin layer, engraving solid materials, etc.
Theoretically, with a machine tool you can use drills, but do not forget to take into account the momentum. Still, the drills are usually designed for a drill, where the speed rarely exceeds 800 rpm, and on the spindles under discussion 6000 is at least. However, for small drills it will be more likely a plus, but if it comes to 3 mm or more, firstly try to get drills with coating, and secondly, build a trajectory for drilling in such a way that the drill does not have time to overheat.
Collets and Adapters
Since we have a supplier at best, a Russian reseller, and at worst a Chinese, we should count on minimizing the set. A more or less serious work with the machine means the presence of a certain number of cutters, most likely with different shanks. Theoretically, there are adapters for sale - additional collets, which allow inserting a cutter with a shank of 3 mm into a collet of 6 mm, but it is worth remembering that this will firstly reduce rigidity, and secondly will decrease the accuracy of the cutter installation.
Of course, the set of collets is secondary to the used cutters, if you have already decided on a set of cutters, then you can not be too sophisticated and collect the collets for your set. However, collets are usually less accessible than cutters and you can find yourself in a situation where there is a cutter and you can wait 3 weeks for the collet from China, so I recommend taking at least 3 pieces: 6 mm (maximum), 4 mm (most often under it there are small mills and conic engravers) and 3 mm (smooth finishing mills).
Er11 standard implies a full range from 0.5 mm to 7 mm in increments of 0.5, i.e. collets are 0.5-1, 1-1.5, 2-2.5 mm and so on.
Kressovsky spindle has a proprierial collet, but due to the prevalence of the spindle itself and clones / fakes, getting the collet is not a problem. In stock, shops usually have collets of 3,4,5,6 and 8 mm + 3.175 mm of the “American standard”, in which we find burrs and engravers. At the same time, the grip itself is four-part, i.e. The clamping range is hardly much larger than a pair of a dozen, so there will simply be nothing to clamp the cutter with a 3.5 mm shank. However, this is unlikely to be a problem in home use.
I almost forgot: the collet is usually sold separately from the nuts. In principle, there is no problem in transferring the collets in one nut, but I am lazy, and there is a small one, but the likelihood that when transferring, you will bring some garbage into the thread, and this is dangerous for the thread.
Table fasteners
Most home routers are equipped with either a T-slot table or tables with a grid of tapped holes. In either case, the most common fastener looks like a steel or aluminum clamp with one threaded and second smooth hole. A T-bolt is inserted into the T-slot, which passes through the clamping hole and is fixed with a nut, the second bolt squeezes the clamp from the table. Included with the machine are usually 4 clamps, which with intensive use rather quickly fail: cut the threads on the screws and clamps. Sometimes, instead of a T-bolt, the Chinese put the usual bolts and T-nuts in the kit, I recommend immediately taking care to replace them with T-bolts.
Instead of back (stop) screws, you can adjust pieces of material or special stepped wedges, but in the case of working with slippery plastic, this can do a disservice: the fastener will “crawl away” from the fixed material.
An alternative to the clamps can serve as a machine vise - a special vise with a minimized height and adapted for installation on the table handle (or turnkey). Plus - a lesser hassle when installing the material, repeatability, relative accuracy. If you work with similar small workpieces, you can set a yew once in your life, write down their coordinates and then build on them. Cons - most of the finished vice eats up to 20-30 mm in height at least, and the discussed machines rarely have more than 70 mm under the portal, well, and with large sizes, the yews will be incredibly expensive.
Another option is gluing the blank to the table. Oddly enough, the strength of the hold on a good double-sided adhesive tape is enough even for a gentle engraving of non-ferrous metal, not to mention plastics. In the not-for-night Roland mentioned, even in the instructions there was something about the scotch tape written. The disadvantages are obvious: variable reliability, well, the main thing is to tear off an already finished product, and then clean it from adhesive tape.
And finally - exotic for home machines, vacuum clamp. In principle, not such a complicated thing, but it requires an additional vacuum pump and still eats at least 10 mm of height.
Isolation and chip removal system
One of the most common problems of using a router at home is noise and dust. And if you can still put up with the noise, then the dust vybeshivaet specifically. And in the case of processing stone / getinaks / glass / composites - the dust is also harmful.
There are two possible options for the struggle: active aspiration with a vacuum cleaner with a brush mounted on the spindle, and the creation of a “cabinet” for the machine.
The brush seems to be good, but with many hours of trajectories, the roar of a vacuum cleaner creates a unique atmosphere in the house. Well, if there is a deep sampling, the brush pile constantly bends and deteriorates rather quickly. Therefore, we left the aspiration system only on the largest mill, and small ones were removed to the offices of transparent polycarbonate and laminate. Not so compact, of course, but the office extinguishes both a little sound and dust.
My personal set of "young fighter"
And finally - a small bonus. My personal set of the “young fighter”, which I buy / do for each new router (the main work is 3D milling of forms according to PP, POM, PET, composites):
Cutters:
- 6 mm one-way straight long - edge 40 mm, total length 75, Chinese.
- 6 mm ballpoint good (Widia / Makestag / SGS)
- 4 mm single run straight long china
- 3 mm two-way straight long good
- 3 mm two-way ballpoint long good
- 1.5 mm with elongated neck straight good
- 1.5 mm with a normal neck ballpoint good
- 0.8 mm with a conventional neck ball or tapered with a round heel 0.8 mm.
Collets: 3, 4, 6 mm, all complete with nuts.
Fasteners: hardened T-screws 80 mm + hardened screws for stops.
Cabinet - homemade.
Industrial vacuum cleaner. In principle, now came up with a cabinet without a bottom in which the chips will be poured into the box itself, so the vacuum cleaner will not be very necessary. But before that - I bought in every new place where we put the machine, without a vacuum cleaner from the cabinet, it is very difficult to get chips.
This set is quite enough in 99% of cases.
On this, allow me to bow out, next time - a little about software, general concepts of processing and processing strategies.
Source: https://habr.com/ru/post/208430/
All Articles