A little about the process of manufacturing electronic devices
Good afternoon, dear habrachiteli.
I have always been interested in industrial automation, this is the world of robots and precise actions. But unfortunately, this world is quite closed, getting into the working shop of the enterprise, especially automated, is quite difficult. Now I work for a Russian electronics manufacturer (I will not advertise), and I want to share with you the knowledge and photos of the electronics manufacturing workflow.
I apologize for the quality of the photo, there is only a soap dish.
Under the cut a lot of pictures. Caution! traffic.
Omit the boring details of the development process of the board itself. The author comes up with a scheme, breeds in a piccade or altium, and orders a fee at one of the Russian factories. We do not work with the Chinese, due to the constant breakdowns of the deadlines (due to customs) and the jambs of the boards (the fees are then changed, but the delivery time is six months or more).
')
Then the board is multiplied. That is, the PCB sheet is filled with copies of the board so that the final size is close to the maximum. Line separation boards are usually asked to scribe (incise from 2 sides to a small depth). Despite the cut of the board it is very difficult to break it with your hands, they are cut on a special machine.
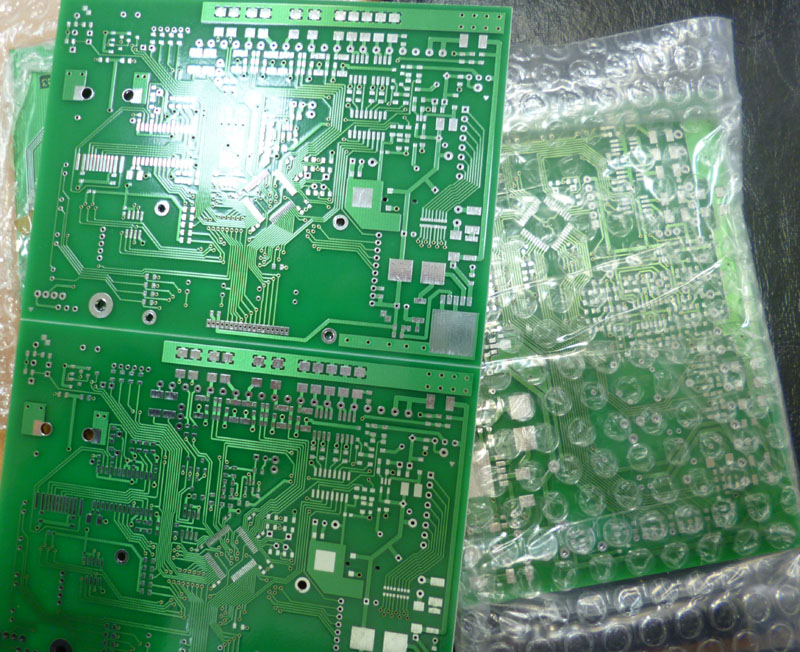
Figure 1. Fees
Multiply the board is necessary to reduce labor intensity and increase production speed, since many operations are done simultaneously.
Production is divided into 2 parts. SMD plot, and site mounted installation.
The process of soldering SMD is as follows. A special paste is applied to the board, which is a mixture of finely ground solder and flux. Next to this paste, the machine places the parts, and then the board goes to the stove, from where it comes out with soldered parts.
And now in detail about the process. In order to spread the paste only on the right places, a stencil is ordered. This is a thin sheet of tin, in which windows are cut with a laser in places where elements will be soldered.
The stencil is clamped in a special frame that stretches it so that it is smooth and does not bend (stencils are very thin, from 0.18 mm). Stretched by pneumatics. An air duct is laid along the edge of the frame, like a camera from a wheel, which, when pressure is applied, stretches itself and stretches the frame. Next, a board is placed under the stencil, a strip of paste is squeezed out from above, and a special scraper is held once, so that the paste passes and fills all the holes.
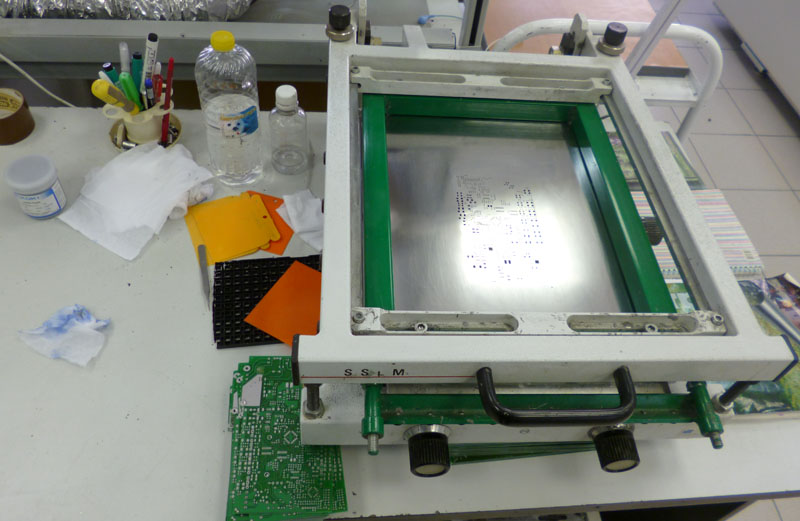
Figure 2. Framed stencil.
Spreading paste is a very important process. It is important to accurately align the board with the holes, and smear it with a strictly defined effort, otherwise the paste is pressed under the stencil and spreads, and this is a closed neighboring legs and a marriage. Some boards are smeared 2-3 times (especially if there are chips with frequent steps), erase, smear, erase, smear, and so on until you get the perfect option.
There is a mess on the table because now the frame is idle. But you can see a jar of pasta (this tiny jar weighs half a kilo), and a bottle of alcohol that erase the paste if it is smeared badly.
Figure 3. Pasta spreading machine.

Due to the huge loss of time when smearing pasta, this machine was bought. Dadada, this huge colossus just squeezes a squeegee with a squeegee ... and that's it =). Well, almost everything. It made a conveyor, 2 boards in the queue at the entrance, 2 at the exit. And a 2D control system that analyzes that the paste is smeared correctly and there are no empty spaces anywhere.
Figure 4. Pasta spreading machine, inside view.

Here is his picture inside. You can see the frame with the stencil (it is pulled out), the blue cord to the stencil, this is air (for tension). In front of the frame there is a roller with a special cloth (the second end of the strip of fabric on the roller is somewhere below), the machine wipes the stencil on the bottom with this cloth. In the far part of the machine shine 2 squeegees, which he smears paste. The paste is squeezed onto the stencil manually. Bottom special camera, looking through a translucent prism at the same time up and down. It is necessary to combine the reference points on the stencil and on the board (so that all the holes on the stencil coincide with the soldering points on the board).
The operator fills the stencil, squeezes a thick strip of paste onto it. Loads the program for the required board (the machine changes the width of the conveyor and finds out where to look for the reference points) closes the lid and starts feeding the board conveyor to the input. At the exit, he gets the boards spread flat and neat and puts them in a special container.
Next, you need to place on the board SMD components. This is done by a separate machine, which we consider in more detail.
SMD components are supplied in ribbons. The tape is placed in the feeder, a special device that unpacks the component, and allows the machine to take it conveniently.
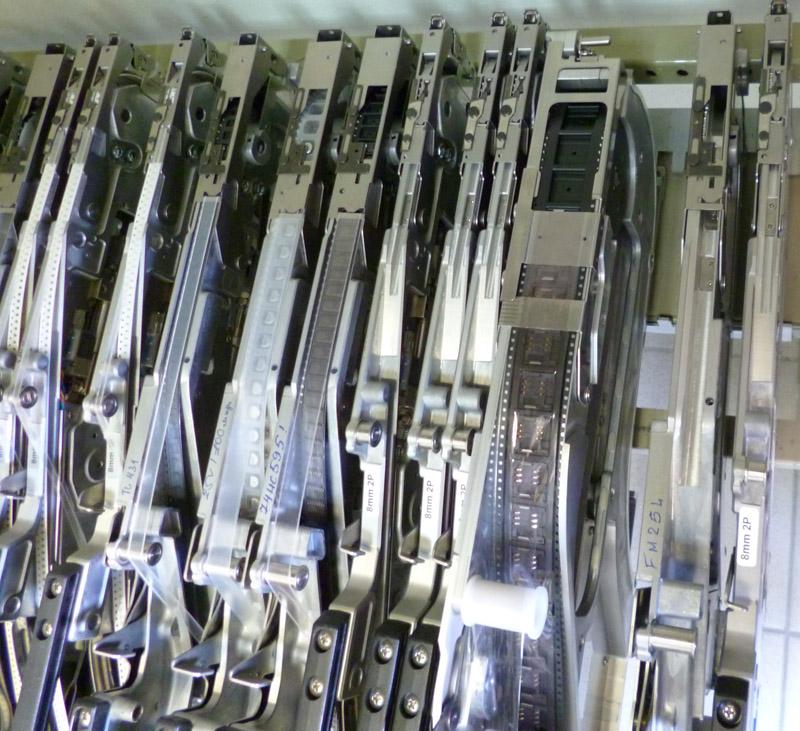
Since the ribbon is fed into the feeder for quite a long time, the feeders are much larger than the ones on the machine, and in their free time they lie in such a shelf.
Figure 5. Feeders on the shelf.

Figure 6. Top view feeder.
Separately, I would like to consider the chip. They are supplied in 2 types of packaging, pallets (multi-arms, with legs on 4 sides), and in plastic rulers.
Figure 7. Chip pallet.

For pallets there is a special table where it is attached with clips.
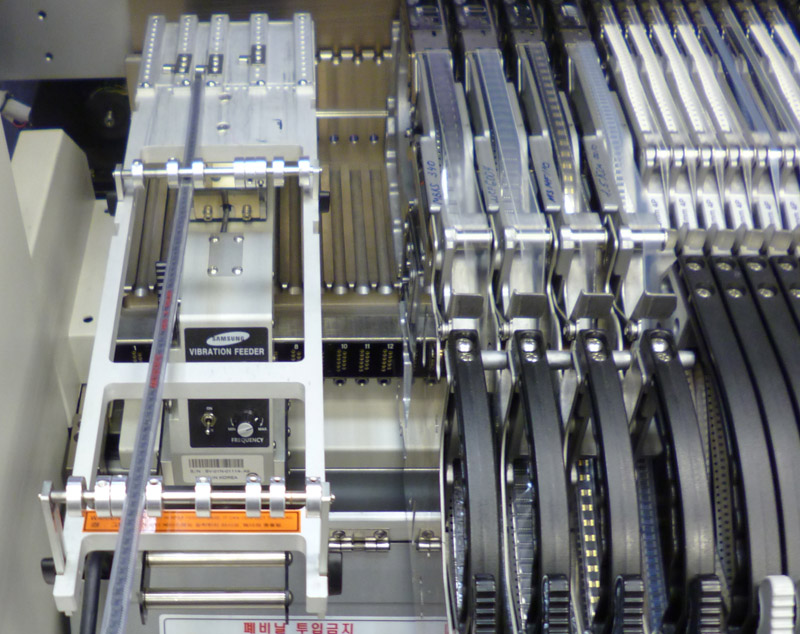
For the plastic line, put a special tricky feeder. The ruler in it is fixed in the guides, a limiter is placed at the bottom, which allows only one chip to go out, and the whole structure vibrates in order for the chips to slide down automatically.
From below you can see the vibration activation knob and intensity settings.
Figure 8. Chip feeder.
The machine is pneumatic and requires a huge amount of air above clean air. It is nourished by a medical compressor, which costs 3 times as much as my car.
Figure 9. General view of the SMD machine.
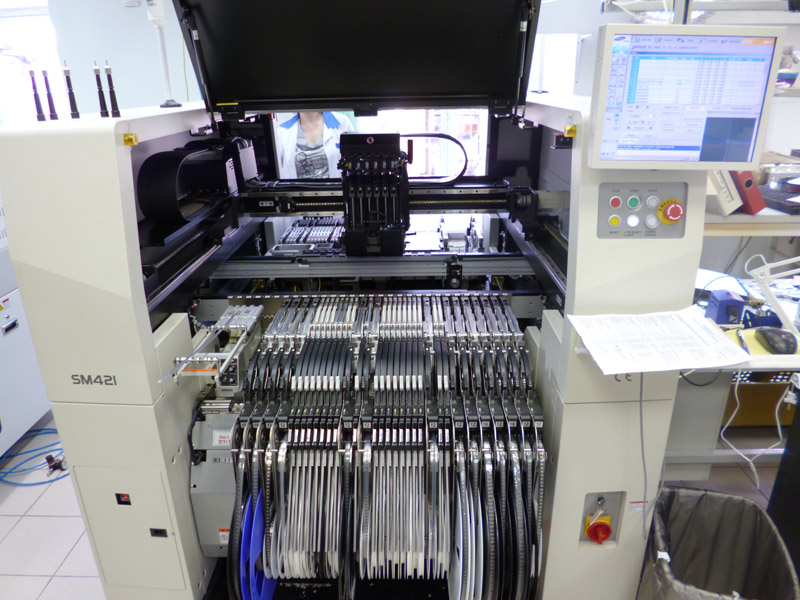
Let's go to the actual machine itself.
A “program” is loaded into the machine (the local name of the file with the board parameters), it specifies the dimensions of the board, where is the element, which nozzle is used to take it, and with what speed.
Figure 10. The head of the SMD machine.
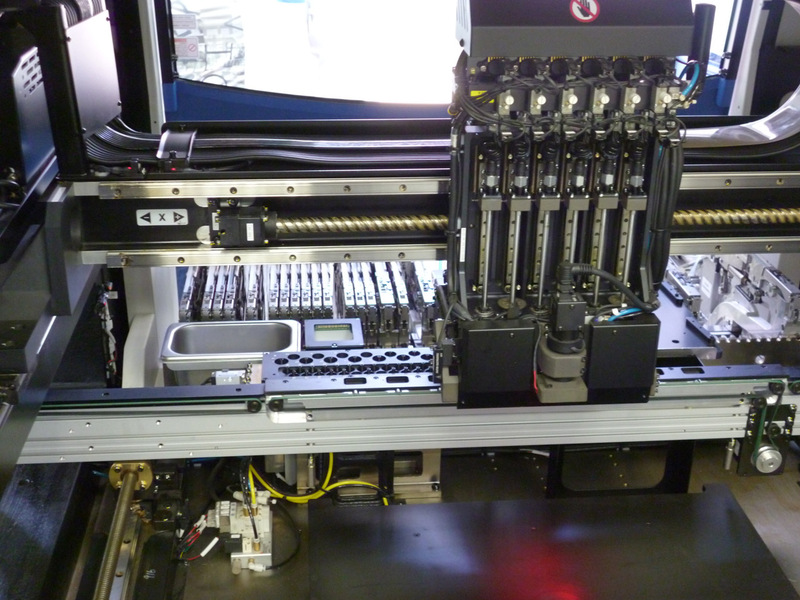
The elements are arranged by the head, on which there are 6 pneumatic suction cups. The suction cups have interchangeable tips, they can be seen in the photo, they are to the right of the head. Behind the head you can see a piece of the table for pallets with microcircuits, and feeders on the back of the machine.
At the table with nozzles you can see a square window, inside it there is a backlight and a camera. There the machine aligns the microcircuits (they do not always lie flat).
The number of pneumatics and cables inspires awe.
Figure 11. Air supply to the head.
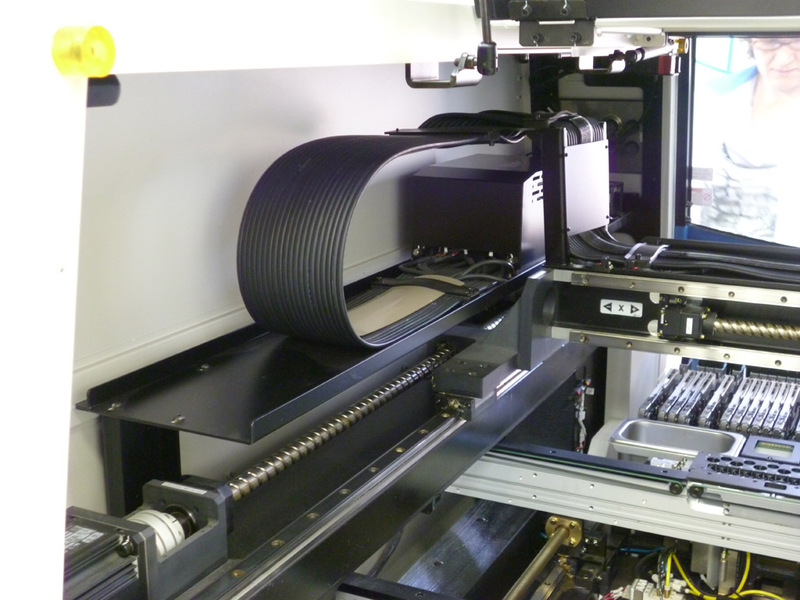
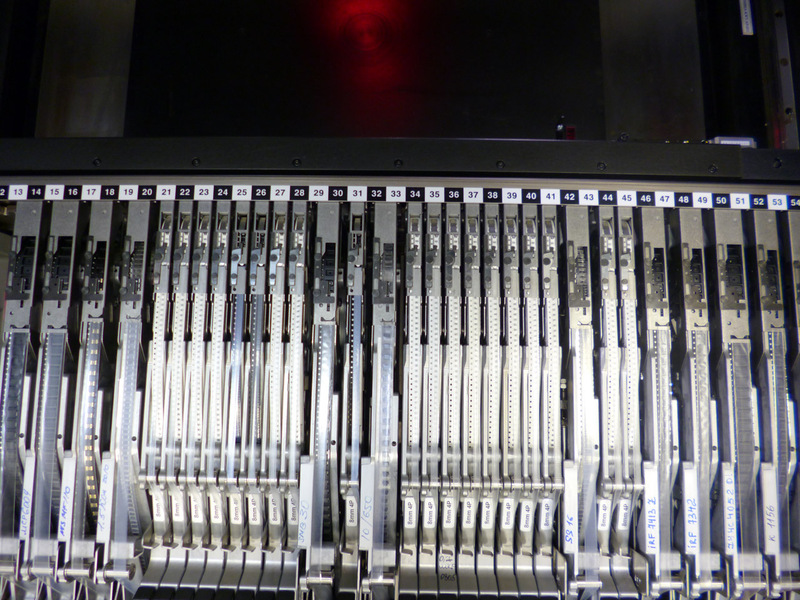
Feeders are connected to places marked with numbers. Inside there is an electronics that detects seizure and the end of the tape.
Figure 12. Feeders in the machine.
This is the predecessor of a large machine (we have 3 of them), is rarely used, since the new machine works about 4 times faster. A fee of 170-200 components old machine processes in 20-30 minutes, the new for 5-8.
Figure 13. A small SMD machine.

After all the elements are installed by the machine, the operator visually checks that there are no shifted or turned parts, and sends the board to the furnace.
Figure 14. Oven, general view.

It has 7 zones, each of which is set to the desired temperature. The zones are separated by air knives (in principle it is similar to the heat curtain at the exit in shopping centers). The furnace profile consists of zone temperatures and conveyor speeds. The furnace automatically counts how many boards it soldered, and shows the position of the boards on the conveyor.
Incorrectly configured profile threatens with no soldering (if the components are massive, they do not have time to warm up), or with a shift of the elements (if the solder has been melted too long and long).
Figure 15. The stove, the settings screen.

After the stove board passes visual inspection. I will skip the automated control system, since its training and work on it is a separate large article.
Then the board goes to the hinged assembly shop, where the hinged elements are soldered in the old fashioned way.
In general, work in production opens up problems about which I had not thought about before.
1. Air is a very valuable resource. Industrial equipment eats it at breakneck speed, and there are no compressors that can provide such a volume. (build a compressor station, incredibly expensive). Moreover, the equipment requires ultrapure air, conventional compressors will not go.
2. PCB layout is an art. When soldering a soldering iron can be diluted as you wish. When soldering SMD inaccurate wiring leads to problems. The components are so light that they just float away in the oven, if you take a thick path to the soldering point (it is tightened by surface tension of solder), the video inspection system stumbles over all the places where the solder is a little more or less than the norm, and the pads should strictly correspond to the size of the element.
3. Any hinged component, it is a huge brake in production, as the machine solders much faster than people. It is often more profitable to put a SMD capacitor for 6 rubles, instead of the usual for 30 kopecks, but to avoid getting the board into a mounted installation. Otherwise, just do not have time to produce the desired volume.
That's all. Unfortunately, I can’t (can’t) upload a video of a working machine; this is the most fascinating sight.
I hope you enjoyed my mini tour.
I have always been interested in industrial automation, this is the world of robots and precise actions. But unfortunately, this world is quite closed, getting into the working shop of the enterprise, especially automated, is quite difficult. Now I work for a Russian electronics manufacturer (I will not advertise), and I want to share with you the knowledge and photos of the electronics manufacturing workflow.
I apologize for the quality of the photo, there is only a soap dish.
Under the cut a lot of pictures. Caution! traffic.
Omit the boring details of the development process of the board itself. The author comes up with a scheme, breeds in a piccade or altium, and orders a fee at one of the Russian factories. We do not work with the Chinese, due to the constant breakdowns of the deadlines (due to customs) and the jambs of the boards (the fees are then changed, but the delivery time is six months or more).
')
Then the board is multiplied. That is, the PCB sheet is filled with copies of the board so that the final size is close to the maximum. Line separation boards are usually asked to scribe (incise from 2 sides to a small depth). Despite the cut of the board it is very difficult to break it with your hands, they are cut on a special machine.
Figure 1. Fees
Multiply the board is necessary to reduce labor intensity and increase production speed, since many operations are done simultaneously.
Production is divided into 2 parts. SMD plot, and site mounted installation.
The process of soldering SMD is as follows. A special paste is applied to the board, which is a mixture of finely ground solder and flux. Next to this paste, the machine places the parts, and then the board goes to the stove, from where it comes out with soldered parts.
And now in detail about the process. In order to spread the paste only on the right places, a stencil is ordered. This is a thin sheet of tin, in which windows are cut with a laser in places where elements will be soldered.
The stencil is clamped in a special frame that stretches it so that it is smooth and does not bend (stencils are very thin, from 0.18 mm). Stretched by pneumatics. An air duct is laid along the edge of the frame, like a camera from a wheel, which, when pressure is applied, stretches itself and stretches the frame. Next, a board is placed under the stencil, a strip of paste is squeezed out from above, and a special scraper is held once, so that the paste passes and fills all the holes.
Figure 2. Framed stencil.
Spreading paste is a very important process. It is important to accurately align the board with the holes, and smear it with a strictly defined effort, otherwise the paste is pressed under the stencil and spreads, and this is a closed neighboring legs and a marriage. Some boards are smeared 2-3 times (especially if there are chips with frequent steps), erase, smear, erase, smear, and so on until you get the perfect option.
There is a mess on the table because now the frame is idle. But you can see a jar of pasta (this tiny jar weighs half a kilo), and a bottle of alcohol that erase the paste if it is smeared badly.
Figure 3. Pasta spreading machine.
Due to the huge loss of time when smearing pasta, this machine was bought. Dadada, this huge colossus just squeezes a squeegee with a squeegee ... and that's it =). Well, almost everything. It made a conveyor, 2 boards in the queue at the entrance, 2 at the exit. And a 2D control system that analyzes that the paste is smeared correctly and there are no empty spaces anywhere.
Figure 4. Pasta spreading machine, inside view.
Here is his picture inside. You can see the frame with the stencil (it is pulled out), the blue cord to the stencil, this is air (for tension). In front of the frame there is a roller with a special cloth (the second end of the strip of fabric on the roller is somewhere below), the machine wipes the stencil on the bottom with this cloth. In the far part of the machine shine 2 squeegees, which he smears paste. The paste is squeezed onto the stencil manually. Bottom special camera, looking through a translucent prism at the same time up and down. It is necessary to combine the reference points on the stencil and on the board (so that all the holes on the stencil coincide with the soldering points on the board).
The operator fills the stencil, squeezes a thick strip of paste onto it. Loads the program for the required board (the machine changes the width of the conveyor and finds out where to look for the reference points) closes the lid and starts feeding the board conveyor to the input. At the exit, he gets the boards spread flat and neat and puts them in a special container.
Next, you need to place on the board SMD components. This is done by a separate machine, which we consider in more detail.
SMD components are supplied in ribbons. The tape is placed in the feeder, a special device that unpacks the component, and allows the machine to take it conveniently.
Since the ribbon is fed into the feeder for quite a long time, the feeders are much larger than the ones on the machine, and in their free time they lie in such a shelf.
Figure 5. Feeders on the shelf.
Figure 6. Top view feeder.
Separately, I would like to consider the chip. They are supplied in 2 types of packaging, pallets (multi-arms, with legs on 4 sides), and in plastic rulers.
Figure 7. Chip pallet.
For pallets there is a special table where it is attached with clips.
For the plastic line, put a special tricky feeder. The ruler in it is fixed in the guides, a limiter is placed at the bottom, which allows only one chip to go out, and the whole structure vibrates in order for the chips to slide down automatically.
From below you can see the vibration activation knob and intensity settings.
Figure 8. Chip feeder.
The machine is pneumatic and requires a huge amount of air above clean air. It is nourished by a medical compressor, which costs 3 times as much as my car.
Figure 9. General view of the SMD machine.
Let's go to the actual machine itself.
A “program” is loaded into the machine (the local name of the file with the board parameters), it specifies the dimensions of the board, where is the element, which nozzle is used to take it, and with what speed.
Figure 10. The head of the SMD machine.
The elements are arranged by the head, on which there are 6 pneumatic suction cups. The suction cups have interchangeable tips, they can be seen in the photo, they are to the right of the head. Behind the head you can see a piece of the table for pallets with microcircuits, and feeders on the back of the machine.
At the table with nozzles you can see a square window, inside it there is a backlight and a camera. There the machine aligns the microcircuits (they do not always lie flat).
The number of pneumatics and cables inspires awe.
Figure 11. Air supply to the head.
Feeders are connected to places marked with numbers. Inside there is an electronics that detects seizure and the end of the tape.
Figure 12. Feeders in the machine.
This is the predecessor of a large machine (we have 3 of them), is rarely used, since the new machine works about 4 times faster. A fee of 170-200 components old machine processes in 20-30 minutes, the new for 5-8.
Figure 13. A small SMD machine.
After all the elements are installed by the machine, the operator visually checks that there are no shifted or turned parts, and sends the board to the furnace.
Figure 14. Oven, general view.
It has 7 zones, each of which is set to the desired temperature. The zones are separated by air knives (in principle it is similar to the heat curtain at the exit in shopping centers). The furnace profile consists of zone temperatures and conveyor speeds. The furnace automatically counts how many boards it soldered, and shows the position of the boards on the conveyor.
Incorrectly configured profile threatens with no soldering (if the components are massive, they do not have time to warm up), or with a shift of the elements (if the solder has been melted too long and long).
Figure 15. The stove, the settings screen.
After the stove board passes visual inspection. I will skip the automated control system, since its training and work on it is a separate large article.
Then the board goes to the hinged assembly shop, where the hinged elements are soldered in the old fashioned way.
In general, work in production opens up problems about which I had not thought about before.
1. Air is a very valuable resource. Industrial equipment eats it at breakneck speed, and there are no compressors that can provide such a volume. (build a compressor station, incredibly expensive). Moreover, the equipment requires ultrapure air, conventional compressors will not go.
2. PCB layout is an art. When soldering a soldering iron can be diluted as you wish. When soldering SMD inaccurate wiring leads to problems. The components are so light that they just float away in the oven, if you take a thick path to the soldering point (it is tightened by surface tension of solder), the video inspection system stumbles over all the places where the solder is a little more or less than the norm, and the pads should strictly correspond to the size of the element.
3. Any hinged component, it is a huge brake in production, as the machine solders much faster than people. It is often more profitable to put a SMD capacitor for 6 rubles, instead of the usual for 30 kopecks, but to avoid getting the board into a mounted installation. Otherwise, just do not have time to produce the desired volume.
That's all. Unfortunately, I can’t (can’t) upload a video of a working machine; this is the most fascinating sight.
I hope you enjoyed my mini tour.
Source: https://habr.com/ru/post/180867/
All Articles