A brief excursion into the methods of 3D printing
My previous posts on the topic:
The first 3D printing event in the Netherlands
Event on 3D printing (end)
New budget 3D printer
To answer the frequently asked questions I will describe the popular technologies of 3D printing here - printing with molten plastic, powder, photopolymer, laser sintering. Of course, this information is not the ultimate truth. This is a picture that has developed in my mind today from various sources.
Printing molten material (plastics, chocolate)

This is the most popular method among amateur devices. Its essence is simple. Imagine how a glue gun works? A plastic bar is pushed from one end of the gun, and at the other end it is heated to a flowing state and squeezed into the glueing place.
The printer is a machine with 3 axes. The printhead is fixed on the coordinate system of the machine. When it moves along the X / Y coordinates, the molten plastic is squeezed out of a thin (0.3-0.5mm) nozzle and freezes. After printing one layer, the printer changes the Z coordinate (lowers the platform / raises the head) and prints the next layer.
Difference between printers
The main difference between the printers is how they move along 3 axes, how the material is fed, whether the table is heated or not, whether printing is supported by 2 materials.

Most printers of the RepRap family move the head only along the X axis. The platform with the object moves along Y. The Z-axis moves the design of the print head and drives along the X axis. Due to the movement of such a mass, the accuracy and speed of printing suffers.

In Ultimaker and the latest version of Makerbot, illuminated with a big pump at CES 2012, the print head moves in two axes (X / Y) at the top of the machine, and the platform with the product descends gradually down (in Z). This ensures high quality and speed of printing, which can be up to 10 times higher than that of Mendel .
In addition to the classical schemes inherited from CNC machines there are experiments with delta robots .

')
Plastic

For printing using different plastics. The most popular are ABS , from which most toys are made, and PLA is a biodegradable plastic, from which packaging and disposable utensils are made. In addition, special species are used that dissolve in water ( PVA ) or a special solvent. This plastic can print auxiliary structures, which are deleted at the end. The black plastic in the next photo is such an auxiliary material.

For printing in two colors or one color with auxiliary material, a printer with a double extruder is used. Today, this technology in amateur printers has not yet been worked out. The STL format, chosen as the standard among fans, does not support multiple colors. But the devices are already available, so these problems are already in the process of solving.
Plastic for printing is sold by coils in the form of a bar of various diameters at a price of about $ 40-60 per kg, water-soluble is more expensive ($ 90). Different types of plastic (and other materials, such as chocolate) have a different range of operating temperatures. A temperature sensor is used to maintain the optimum temperature.
To ensure the accuracy of printing, the part should not move from the site, so they make it stick to the surface of the platform.
Since the plastic part is printed for a long time, it cools down unevenly. Layers printed before - cool before. Therefore, the part tends to deform - to bend. On the one hand, sticking should be strong enough to prevent details from coming off from the platform during cooling, on the other hand, it is weak enough so that you can tear it off with your hands at the end of the process without damaging it.
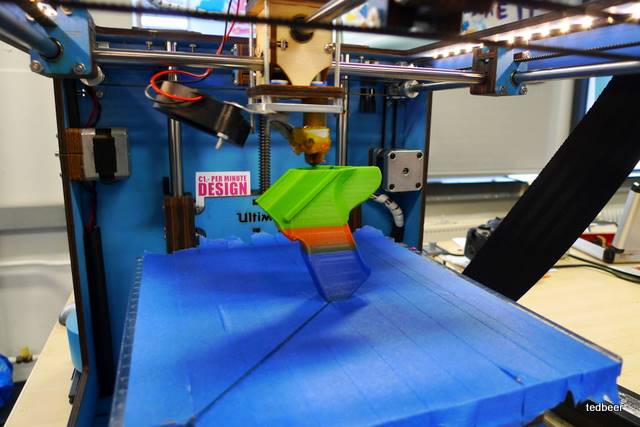
For this, the platform for working with ABS plastic is heated and heat-adhesive tape (kapton tape) is glued onto the platform, and for working with PLA plastic, masking tape is stuck on the platform (blue in the picture above). In professional printers, the process generally occurs in a closed box, where a high temperature is maintained, providing slow cooling and better adhesion of plastic. So scotch is another consumable for 3D printing.
Powder printing

This technology is used in ZCorp professional printers. It allows you to print in high resolution in several colors at the same time. The essence is simple - fine powder is poured in a thin layer, it is leveled, then the head goes and, like in an inkjet printer, pours the powder with a binder painted in the desired color. Then everything repeats - a layer of powder, leveling, a binder. At the end of the rest of the powder is blown out and everything is ready. Additional material to support the hanging elements is not required here - its role is played by the powder, which evenly fills the container and serves as a support for the subsequent layers. Printers cost from $ 15k (monochrome ZPrinter 150), color ZPrinter 250 - from $ 25k.
In addition to the plastic filler, happy owners play with other materials. I heard about the use of ceramics and metal. After annealing, a ceramic or metal product is obtained, respectively.
Laser sintering
Virtually no different from printing powder. Only instead of the print head, a sintering powder laser is used instead of a binder. Sintered layer, poured a new, speckled - poured, etc.
The Bristol branch of the famous aerospace and defense company EADS “baked” a bicycle using this technology.

These openwork objects are also made using this technology.

In the same way, you can make products from refractory materials. Only the laser should be more powerful.
Last 2011, Markus Kayser made a noise with his solar 3D printer project. Instead of sintering powder, he used sand, which he collected right there in the desert. Instead of laser beams, he used a large Fresnel lens, which concentrated the sun to a point and melted sand. The author of the project himself acted as a filling and leveling device :) The coordinate system of the printer and the computer were powered by solar panels. The result was such a bowl:

The whole process is captured on video:
Photopolymer printing

The principle of operation is simple - we project a slice of the model onto the resin, it freezes where it was lit. Raise the model and add the resin, light the next slice, etc.
This method of printing is also found among fans and in laboratories due to the simplicity of the device and the accuracy of the result. Here is the device diagram:

There is a cuvette with a photopolymer and a glass bottom. At this bottom, the projector projects an image from below. The software switches the pictures on the projector (slices of the object) and gradually lifts the glass platform on which the object grows. As it is consumed, the photopolymer is added to the cuvette. From above the device is usually closed with a cap that does not transmit a certain spectrum in order to avoid parasitic illumination.
Here is the work of such a printer, created at home:
An example of an object printed on such a printer:

There are many different photopolymers. They stand differently, react to different wavelengths of light, have different activation times. Therefore, when creating a printer, you need to select the material and the lamp for illumination. Instead of a projector, you can use a laser (a lantern with a narrow beam) and a scanning system. Then the slice will need to be drawn with a laser as in laser sintering. If I'm not mistaken, the consumable for the top printer costs about $ 300 per liter. But the community is interested in the construction of such printers and found a cheap option - about $ 20 per liter. Community, various information on photopolymers, the device of the projector, printer, etc. can be found here - 3dprinter.wikidot.com
nano-cemms.illinois.edu - here, using a series of video clips, shows the process of 3D printing in the laboratory literally assembled on the knee. The polymer is poured into a glass and an ordinary projector illuminates the polymer from above through a mirror. The platform on which the object is grown is attached to a small tripod and lowered into a glass. Manually on the projector, the pictures of the slices change and the platform gradually lowers. At the end of the process the object is immersed in the resin. Then it is removed, washed and dried. Of course, the actual process takes many hours. Printing occurs at a speed of several millimeters per hour. So the automation here is not superfluous.
Added later:
Industrial printers of the Objet Connex family built using this technology can use several different types of photopolymers in one product. In fact, it is a large inkjet printer, with dozens of nozzles connected to containers with different materials. During the printing process, the polymer is applied to the product and immediately flashes.
Here are examples of objects printed on this printer at a time:



Printing process:
In many publications, it is noted that 3D printing is the current trend. So we are waiting for accelerated progress in this area, new printers and materials.
update 2:
Chocolate 3D printer from LEGO
update 3:
Homemade photopolymer printer on instructables.com
Source: https://habr.com/ru/post/136340/
All Articles